
Снятие
Снятие головки цилиндров можно производить, не снимая двигатель с автомобиля Ниже следующее описание приводится для этого случая. Если головка цилиндров снимается со снятого двигателя, некоторые рабочие операции исключаются.
Отсоединить провод массы от аккумулятора.
Снять поддон под двигателем.
Отсоединить глушитель от опоры на коробке передач и от трубы глушителя. Отсоединить его от коллектора.
Снять крышку воздушного фильтра с подающим шлангом и шлангом вентиляции картера.
Слить охлаждающую жидкость из двигателя, открыв крышку расширительного бачка и отсоединив нижний водяной шланг от радиатора.

Рисунок 13.11. Слив охлаждающей жидкости из двигателя
Слить охлаждающую жидкость из двигателя через верхний водяной шланг устройства запуска холодного двигателя, наклонив его вниз. Сливных пробок на двигателе не имеется.
Отсоединить от головки цилиндров верхний шланг радиатора и шланг устройства запуска холодного двигателя.
Снять с головки цилиндров вакуумный насос и вынуть нажимную тягу. Отложить насос в сторону.
Тщательно очистить места подключения форсунок и вывернуть их. Отсоединить трубки высокого давления и закрыть их, чтобы в систему не попала грязь.
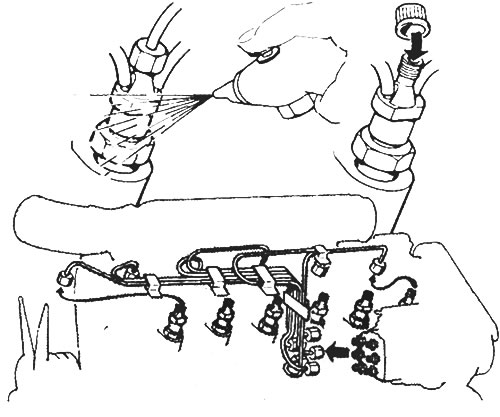
Рисунок 13.12. Очистка и снятие трубок высокого давления
Снять зубчатые ремни с обоих зубчатых шкивов распределительного вала (раздел 13.4).
Отсоединить от головки цилиндров все электрические провода и шланги.
В последовательности, противоположной изображенной на рисунке 13.13, отвернуть болты головки цилиндров.
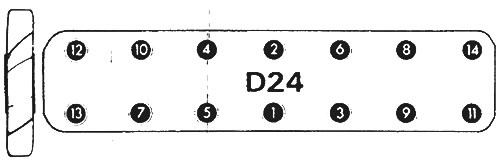
Рисунок 18.13. Последовательность затяжки болтов головки цилиндров (отворачивание в обратном порядке)
Поставить головку цилиндров на подставку (не класть на клапаны).
Очистить контактные поверхности двигателя и головки цилиндров.
С помощью стальной линейки и набора щупов проверить плоскостность головки цилиндров. Максимально допустимая неплоскостность по всей длине (по диагонали) составляет 0,5 мм. В поперечном направлении она составляет 0,2 мм (Рисунок 13.14). Обработка головки цилиндров не допускается; при необходимости ее следует заменять.
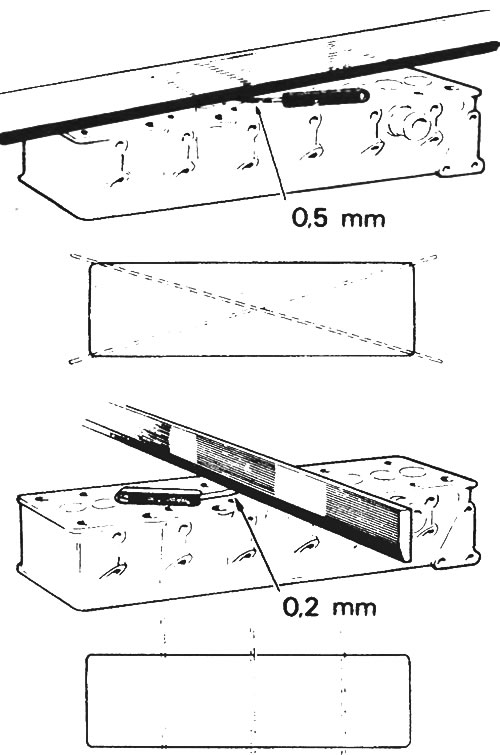
Рисунок 13.14. Контроль плоскостности головки цилиндров
При обнаружении больших трещин между седлами клапанов головка цилиндров безусловно должна заменяться. Допускается толщина трещин не более 0,5 мм. Они не оказывают влияния на работу двигателя.
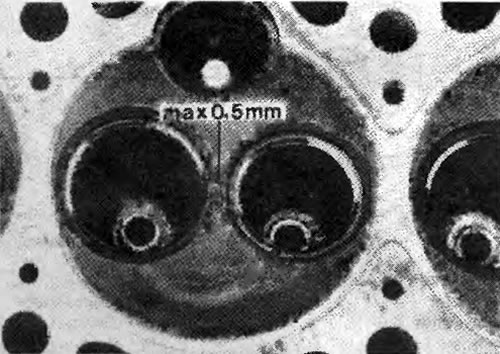
Рисунок 13.15. Трещины между седлами клапанов
Разборка головки цилиндров
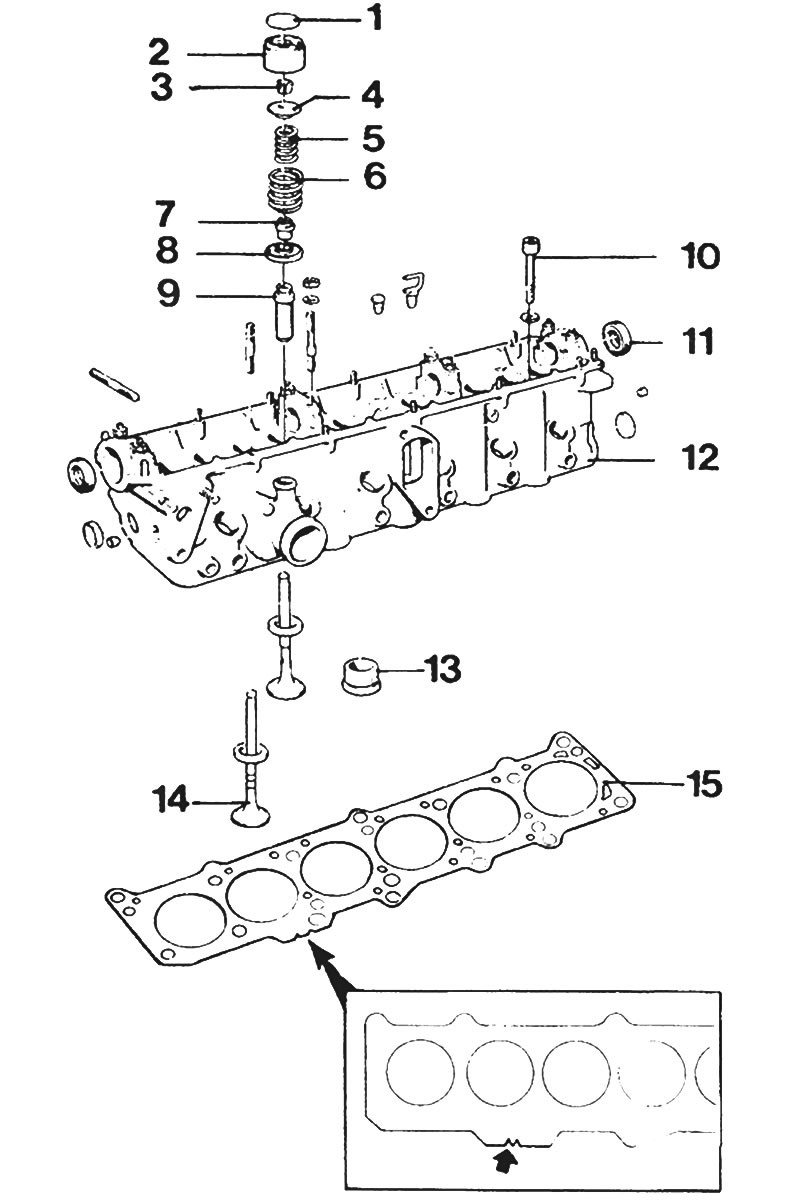
Рисунок 13.16. Детали головки цилиндров: 1. Шайба для регулировки зазоров клапанов; 2. Толкатель клапана; 3. Сухари клапана; 4. Верхняя чашка пружины; 5. Внутренняя пружина клапана; 6. Наружная пружина клапана; 7. Маслосъемное кольцо; 8. Нижняя чашка пружины; 9. Направляющая втулка клапана; 10. Болт головки цилиндров; 11. Сальник распределительного вала; 12. Головка цилиндров; 13. Вихревая камера; 14. Клапан с седлом клапана; 15. Прокладка головки цилиндров
Снять впускной коллектор, трубы выпускного коллектора и прокладки. Очистить форсунки и снять возвратные трубки.
Вывернуть форсунки из головки цилиндров (ключ 27 мм). Снять теплозащитные экраны с головки цилиндров.
Снять крышки 1-го и 4-го подшипников распределительного вала (см. также раздел 13.4).
Снять крышки 2-го и 3-го подшипников распределительного вала (болты отворачивать по кругу).
Снять распределительный вал с сальниками.
Снять толкатели клапанов. Пометить толкатели, чтобы при последующей установке они монтировались на прежние места.
Снять подъемную проушину, соединительный фланец водяного шланга (стержневой ключ 5 мм), вывернуть свечи накаливания и два температурных датчика.
Пользуясь длинным стержнем (диаметр около 6 мм, длина 150 мм), выбить вихревые камеры.
Пользуясь приспособлением для сжатия пружин клапанов, снять сухари, верхние чашки пружин, пружины и клапана. Детали сложить в соответствии с рисунком. При последующей установке они монтируются на прежние места.
Специальным съемником снять маслоотражательные колпачки. Для этого имеется приспособление Volvo 5219.
Снять нижние чашки пружин клапанов. Для этого воспользоваться отогнутыми щипцами с плоскими щечками.
Проверка деталей головки цилиндров
Проверка различных деталей производится с использованием рисунков 13.17-13.21.

Рисунок 13.17. Проверка износа направляющей втулки клапана. Используется новый клапан. Стержень клапана вставляется в направляющую втулку. Максимально допустимый люфт 1,3 мм. Если требуется, заменить направляющие втулки
Рисунок 13.18. Измерение осевого люфта распределительного вала. Затянуть крышку заднего подшипника распределительного вала моментом 20 нм (2 кгм). Максимально допустимый люфт 0,15 мм


Рисунок 13.20. Проверка люфта толкателя в головке цилиндров. Люфт при новых деталях 0,025-0,075 мм
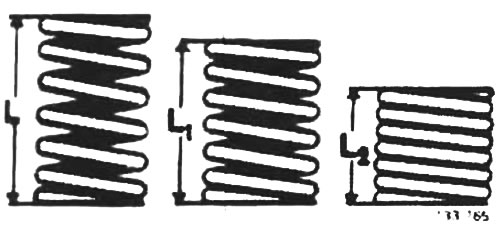
Рисунок 13.21. Проверка пружин клапанов на приборе для проверки пружин клапанов. См. технические данные
Замена направляющих втулок клапанов
При установлении, пользуясь рисунком 13.17, износа направляющих втулок (с использованием новых клапанов) их следует заменить. Они запрессованы в головке цилиндров. Направляющие втулки выпрессовываются с использованием гидравлического пресса и соответствующего стержня со стороны вихревых камер наверх из головки цилиндров. Запрессовывается направляющая втулка с другой стороны до прилегания края втулки к поверхности головки. Новые направляющие втулки должны быть изнутри развернуты. Для этого используется развертка 5224. Смазать развертку маслом. После установки новых направляющих втулок клапана и седла клапанов должны заново притираться.
Шлифовка клапанов и седел клапанов
Впускные клапана могут притираться с помощью специального шлифовального станка. Угол составляет 44,5°. Ширина края должна быть не менее 0,5 мм (Рисунок 13.22).
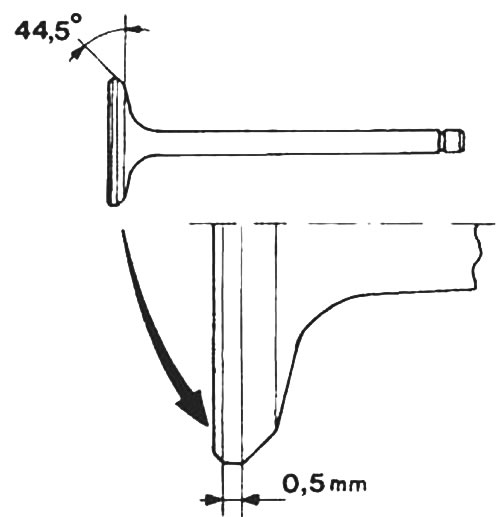
Рисунок 13.22. Угол и ширина края клапана
Внимание! Выпускные клапаны предусмотрены для более низкой посадки. Их шлифование с помощью специального шлифовального станка не допускается Допускается только притирка шлифовальной пастой!
Седла клапанов могут обрабатываться на специальном фрезерном или шлифовальном станке. На рисунке 13.23 представлены угловые и линейные размеры. Уплотняющий край (а) должен быть не менее 2,0 мм (у впускного клапана — диаметр отверстия больше) или 2,4 мм (у выпускного клапана — меньший диаметр головки клапана). Коррекция производится с помощью фрезы 15° начиная с края. Внимание! Наружный диаметр фрезы при обработке седла впускного клапана не должен превышать 35,2 мм, а для седла выпускного клапана — 33,2 мм.
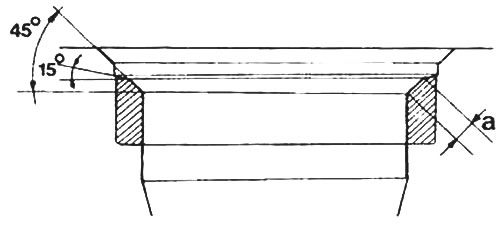
Рисунок 13.23. Седла клапанов. Угол седла клапана — 45°. Коррекция производится фрезой 15° до а = 2,0 мм (для впускного клапана) и 2,4 мм (для выпускного клапана)
После обработки проверить, что головка клапана утоплена ниже поверхности головки цилиндров не более, чем на 1,5 мм. В противном случае следует заменить седло (а возможно и клапан). Из рисунка 13.24 видно, что имеется два вида клапанов: с одной или тремя выемками стержня клапана.
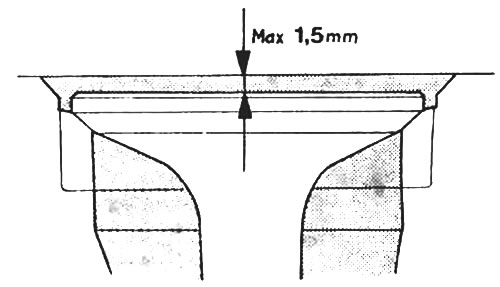
Рисунок 13.24. Клапан в седле
После шлифовки следует притереть клапан в седле. При этом используется специальная шлифовальная паста и притирочный стержень. Притирка производится вращательными движениями до получения гладкой поверхности и параллельного уплотняющего края. Тщательно удалить шлифовальную пасту! См. рисунок 13.25.

Рисунок 13.25. Притирка клапанов
Замена седел клапанов
Седла клапанов можно заменять. Старое седло удаляется путем фрезерования на специальном приспособлении При этом не должно быть повреждено отверстие. Тщательно очистить отверстие.
Установить новые седла клапанов повышенных размеров от 0,074 до 0,105 мм. Головку цилиндров необходимо разогреть до температуры 100°С, а седло клапана необходимо охладить до температуры -70°С. После этого седла запрессовываются на прессе на свои места в течение 4 секунд. При этом требуется точная посадка и хорошее крепление седла при точном обжатии. Альтернативой является замена головки цилиндров.
Сборка головки цилиндров
При сборке новой головки цилиндров следует установить наконечники и жиклеры смазки. Жиклеры устанавливаются с помощью латунного стержня. Оба наружных жиклера должны устанавливаться на головке цилиндров вместе ответвлениями канала смазки.
Убедиться, что имеется головка цилиндров нужного типа. Головка цилиндров с болтами М12 не может устанавливаться вместо головки цилиндров с болтами М11.
После шлифовки седел и клапанов может случиться, что клапана садятся ниже. Вследствие этого они слишком глубоко входят в верхний край; позже не будет хватать места для регулировки зазоров клапанов. Volvo предписывает производить контроль с помощью специального приспособление (5222), устанавливаемого на подшипниках распределительного вала. Общая длина стандартного впускного клапана составляет 104,8 мм. Он может быть также короче длиной 104,3 мм. Для выпускного клапана размеры соответственно 104,6 и 104,1 мм.
Клапана бывают старого и нового исполнения. Они различаются числом выемок. На старых клапанах имеется одна выемка, а на новом три выемки. В качестве запчастей в настоящее время поставляются только новые клапаны. При замене клапанов в этом случае должны заменяться также сухари и верхние чашки пружин. Верхние чашки пружин имеют маркировку: в старом исполнении они белые или черные, а в новом покрыты медным слоем или хромированы
Повернуть нижнюю чашку пружины клапана выступом вверх. Поставить клапан на место.
Для установки маслоотражйтельных колпачков в принципе можно воспользоваться специальным приспособлением (5219) (Рисунок 13.26). Поставить защитную втулку (или ленту) на выемки на конце стержня клапана. Иначе можно повредить маслоотражательный колпачок.
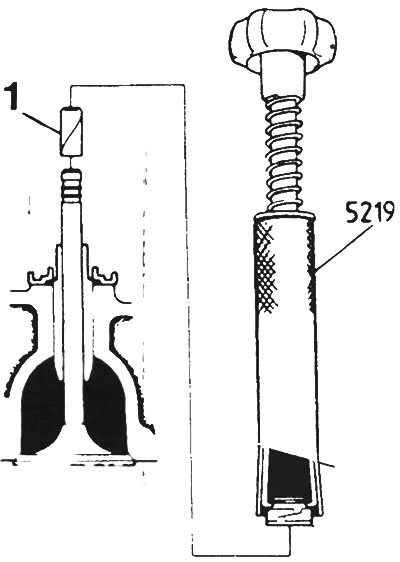
Рисунок 13.26. Установка маслоотражательного колпачка: 1. Защитная втулка или лента.
Установить внутреннюю и наружную пружины клапана и верхнюю чашку пружины. Сжать пружины специальным приспособлением и поставить сухари (убедиться, что клапаны нужной конструкции).
Проверить наличие шарика в вихревой камере. При отсутствии шарика заменить вихревую камеру. Шарик заходит в выступ в головке цилиндров. Поставить вихревую камеру на место.
Завернуть свечи накаливания (40 нм — 4 кгм).
Установить оба температурных датчика.
Установить соединительную трубку для шланга радиатора (10 нм — 1 кгм) с новой прокладкой.
Установить подъемную проушину.
Смазать толкатели и регулировочные шайбы моторным маслом. Вставить регулировочные шайбы в толкатели. Проверить, что толкатели свободно перемещаются и не задевают за головку цилиндров.
Установить распределительный вал. Хорошо смазать моторным маслом подшипники распределительного вала. Поставить распределительный вал в положение "верхней мертвой точки 1-го цилиндра". Оба кулачка первого цилиндра должны быть обращены под углом вверх (см. раздел 13.4).
Установить крышки 2-го и 3-го подшипников распределительного вала. Обратить внимание на их установочное положение, они асимметричны.
Затянуть крышки равномерно по кругу, не допуская перекоса распределительного вала.
Смазать и установить новые сальники. Установить крышки 1-го и 4-го подшипников распределительного вала. Затянуть все четыре крышки подшипников моментом 10 нм (2 кгм).
Запрессовать сальники до упора (см. также раздел 13.4).
Установка головки цилиндров
Обратить внимание на дату, нанесенную на упаковке прокладки головки цилиндров. Если эта дата уже просрочена, прокладку нельзя устанавливать на автомобиль. Хранить прокладку следует в упаковке. Убедиться, что прокладка нужного типа. Обращать внимание на число вырезов (см. также рисунок 13.16). Надпись "OBEN" должна быть обращена в сторону головки цилиндров.
При разборке двигателя (поршни, шатуны и т.д.) сначала следует определить высоту поршней. От этого зависит толщина устанавливаемой прокладки. Измерить стрелочным индикатором выступание поршня в положении верхней мертвой точки над поверхностью головки цилиндров.
| Высота выступа поршня в мм | Число вырезов в прокладке | Толщина в мм |
| 0,67 - 0,80 | 1 | 1,4 |
| 0,81 - 0,90 | 2 | 1,5 |
| 0,91 - 1,02 | 3 | 1,6 |
Очистить резьбовые отверстия под болты головки цилиндров в блоке цилиндров. Удалить масло и грязь.
Установить цилиндр 1 в положение верхней мертвой точки (см. также рисунок 13.6).
Установить центрирующие гильзы на блок цилиндров. Они обеспечивают точную посадку головки цилиндров на блоке цилиндров и предотвращают смещение прокладки головки цилиндров. Расположение центрирующих гильз представлено на рисунке 13.27.
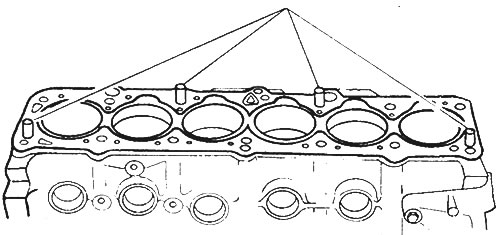
Рисунок 13.27. Установка центрирующих гильз
Установить прокладку головки цилиндров (надписью "OBEN" кверху).
Установить головку цилиндров. Проверить положение распределительного вала (цилиндр 1 в положении верхней мертвой точки: оба кулачка обращены под углом вверх). Распределительный и коленчатый вал не проворачивать; иначе клапана могут столкнуться с поршнями.

Рисунок 13.28. Установка цилиндра 1 в положение верхней мертвой точки такта сжатия
Установить болты головки цилиндров. При старой конструкции (резьба М11) болты могут устанавливаться повторно. Они должны устанавливаться закругленным краем к верхней поверхности головки.
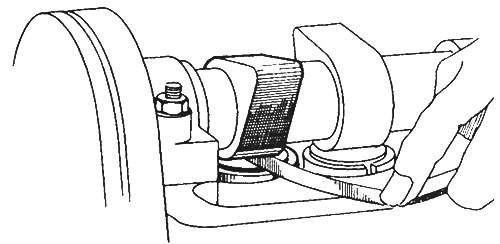
Рисунок 13.29. Измерение зазора клапана
Болты новой конструкции имеют резьбу М12. Их можно отличить по резьбе. Эти болты следует обязательно заменять, прокладочные шайбы можно устанавливать повторно.
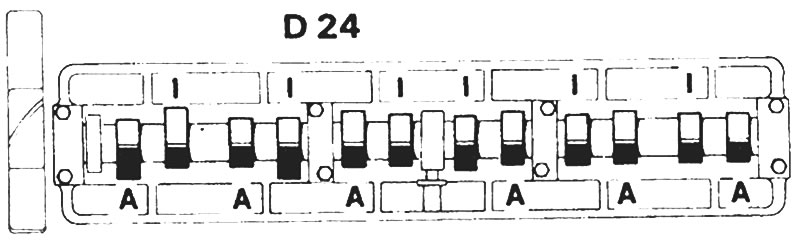
Рисунок 13.30. Расположение клапанов: I = впускной клапан; А = выпускной клапан
Смазать моторным маслом болты и прокладочные шайбы. Вставить их в отверстия, где нет центрирующих гильз.
Удалить центрирующие гильзы (приспособление 5235) и поставить остальные болты.
Затянуть болты в последовательности, указанной на рисунке 13.13.
| М11 | М12 | |
| 1-й проход (нм - кгм) | 50 - 5,0 | 40 - 4,0 |
| 2-й проход (нм - кгм) | 70 - 7,0 | 60 - 6,0 |
| 3-й проход (нм - кгм) | 90 - 9,0 | 75 - 7,5 |
| 4-й проход (нм - кгм) | + пол-оборота |
Болты головки цилиндров дотягиваются еще раз на разогретом двигателе (температура масла не ниже 50°С).
| М11 | М12 | |
| После разогрева двигателя | 90 (9,0) | + четверть оборота |
| После пробега 1000-2000 км (на холодной двигателе) | 90* (9,0) | + четверть оборота |
* Сначала немного отвернуть болт.
Установить детали привода газораспределительного механизма (см. раздел 13.4).
Отрегулировать зазоры клапанов (см. раздел 13.6).