
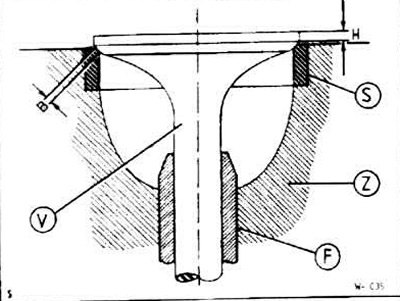
В - Ширина седла клапана; F - Направляющая втулка клапана; Н - Высота края клапана; S - Гильза седла клапана; V - Клапан; Z - Головка цилиндров
Клапаны со сниженной высотой Н края подлежат замене. Выпускной клапан: Н = 2,0 мм; впускной клапан: Н = 1,3 мм.
При обработке седла клапана обеспечивать заданную ширину за счет обработки угла коррекции.
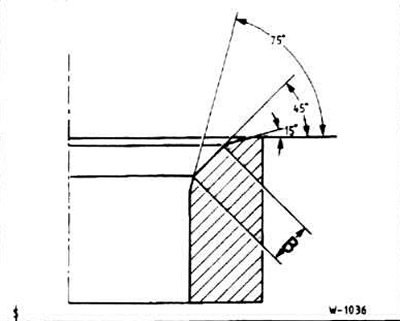
Размеры при обработке: В = 1,65±0,35 мм; а - 15°; b - 45°; 9-75°.
В заключение притереть клапаны.