
Для выравнивания панели молотком наносятся легкие удары, которые должны ложиться на поверхность аккуратными рядами с интервалом около 1 см до тех пор, пока не закончится выравнивание. Молотки разных размеров и массы часто используются отдельно или вместе с бруском из твердого дерева для того, чтобы выравнивать гибкие участки металла. Негибкие внешние выступы затем выравниваются "пружинными" ударами или с использованием техники подкладывания штампов под выпуклую и вогнутую поверхности. Такая техника показана на рисунке 4. Размер подкладного штампа выбирается таким образом, чтобы штамп подходил под размер выступа. Затем удары наносятся по вершине выступа, их сила постепенно увеличивается и выступ выравнивается. Работая вдоль выступа, постепенно продвигайтесь от одного конца к другому, т.е. не прикладывайте силу удара к одной точке выступа, а последовательно выравнивайте его со всех сторон.
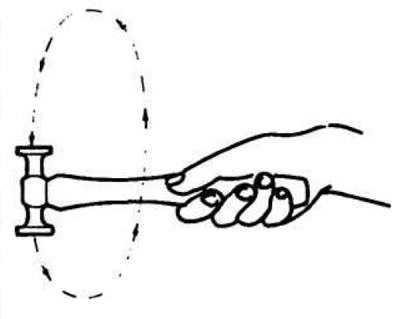
Рисунок 3. | 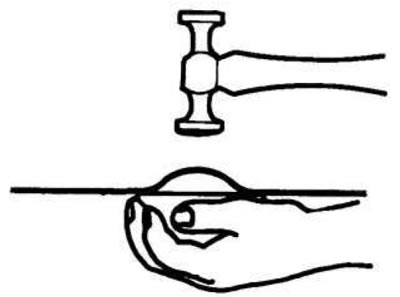
Рисунок 4. |
В случае работы с вогнутой поверхностью применяется техника подкладывания штампа под вогнутую поверхность или техника косвенных ударов. В этом случае также подбирается подкладной штамп, подходящий по размеру к впадине и соответствующий первоначальной форме (см. рис. 5). Удары по выступу рядом с подкладным штампом приведут к ответной реакции через штамп на вершину впадины панели. Удары молотка и следующая за ними реакция подкладного штампа постепенно выравнивают впадину. На последней стадии рихтовки применяется техника подкладывания штампа под выступ. Когда работа над панелью заканчивается, мелкие выступы и впадины убираются при помощи молотка, как показано на рисунке 6. Теперь для выявления оставшихся углублений поверхность проверяется при помощи напильника. Каждое углубление должно выправляться индивидуально, ударом или серией ударов, наносимых заостренным концом молотка. Старайтесь не наносить сильные удары по оставшимся небольшим выемкам, иначе поверхность металла станет грубой.
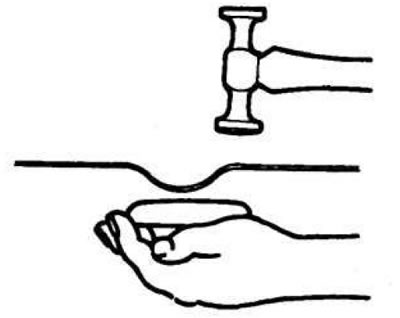
Рисунок 5. | 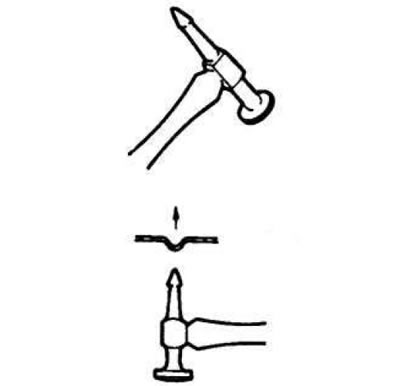
Рисунок 6. |
[Смотрите оригинал на указанном сайте www.autoinstruction.ru]