
Есть и другие альтернативы. Например, мэп-газ дает достаточную тепловую энергию для сварки стали той толщины, которая используется при кузовных работах. Полногабаритные газовые баллоны из-за их формы, веса и объема не совсем удобны для применения в домашних условиях (обычному автолюбителю потребуются годы для того, чтобы их полностью израсходовать), их неудобно хранить и переносить. Кислородные баллоны содержат кислород под высоким давлением, поэтому они более прочные, а следовательно, и стоят дороже. Кислород не особенно опасен при использовании, хотя здесь есть одно важное ограничение: любые масла и смазки необходимо держать вдали от него; в противном случае возможен взрыв баллонов. Ацетилен не хранится под таким высоким давлением, как кислород; критическое давление для него составляет всего 15 фунтов/кв.дюйм. Для устранения этого недостатка в баллон добавляют пористые материалы (абсорбенты), такие как асбест, древесный уголь и др. Абсорбенты впитывают жидкий ацетон, который, в свою очередь, впитывает ацетилен, как промокательная бумага чернила. В результате ацетилен может выдерживать давление в 250 фунтов/кв.дюйм, хотя заправка баллонов происходит крайне медленно.
С ацетиленом следует обращаться очень осторожно, потому что уже при его концентрации в воздухе в 2,5% при открытом пламени может произойти воспламенение. Кроме того, при сильном ударе или деформации баллон с ацетиленом может взорваться. Ацетиленовые баллоны (как, впрочем, и все другие) всегда следует хранить в вертикальном положении.
Техника безопасности
Внимательно изучите все инструкции по технике безопасности, имеющиеся в данной главе и главе "Техника безопасности".
Перед подсоединением регулятора к новому баллону последний следует продуть, т.е. выпустить наружу воду или пыль, которые могли накопиться в вентилях. Все что вам необходимо сделать - это стать так, чтобы газ не попал в лицо, а затем на короткое время открыть каждый из вентилей.

Рис. 30. Портативные сварочные наборы - идеальный, хотя и не самый дешевый ва риант для любителя малогабаритного профессионального оборудования. Каждый инструмент соответствует высоким профессиональным стандартам. Помните, что чем лучше оборудование, которое вы приобретаете, тем легче будет на нем работать и тем выше будет качество выполненных работ

Рис.31. Здесь изображены малогабаритные баллоны. Проще (и дешевле) начинать работать с ними, чем с большими баллонами

Рис. 32. Как компромисс между самым дешевым любительским и высококачественным профессиональным комплектами можно рассматривать набор, показанный на рисунке. В основном, чем дешевле оборудование, тем труднее его использовать
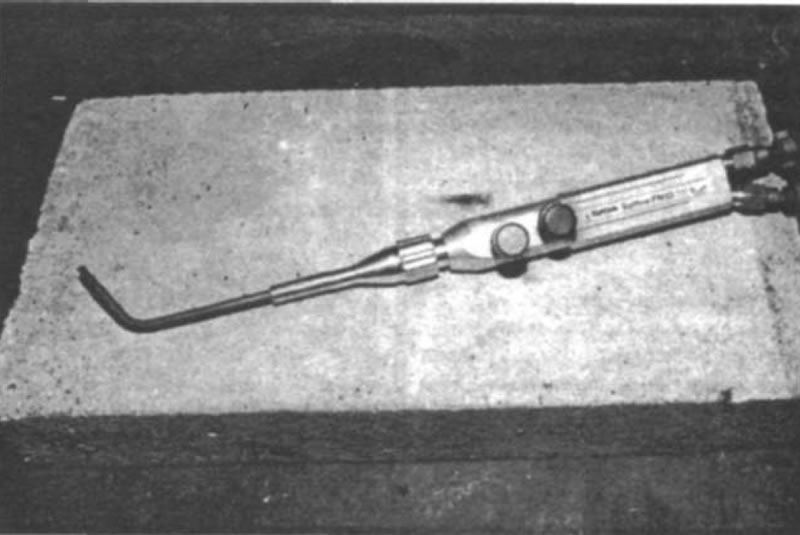
Рис. 33. Этот типичная горелка для газовой сварки. Наконечник и смеситель могут быть заменены резаком
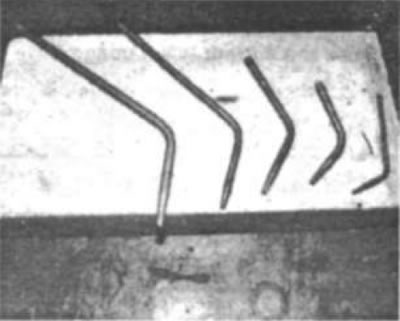
Рис. 34. На рисунке изображено несколько наконечников разной величины для различного применения. В любительском комплекте имеются три наконечника: N1 и N2 наилучшим образом подходят для кузовных работ. Существует некоторое перекрытие между возможностями применения сопла каждого из наконечников, но в основном при использовании наконечников со слишком малым диаметром сопла шов будет находиться слишком близко к источнику тепла, в то время как использование наконечника со слишком большим размером сопла приведет к необходимости снижения давления газа (из-за опасности возникновения обратной вспышки). Ознакомьтесь с указаниями в конце этой главы
Размеры наконечников газового резака
| Толщина стали | N сопла наконечника |
| 0,9 мм | 1 |
| 1,2 мм | 2 |
| 2,0 мм | 3 |
| 2,6 мм | 5 |
| 3,2 мм | 7 |
Внимание! Во всех случаях давление кислорода и ацетилена должно составлять 0,14 бар (2 фунта/кв.дюйм).
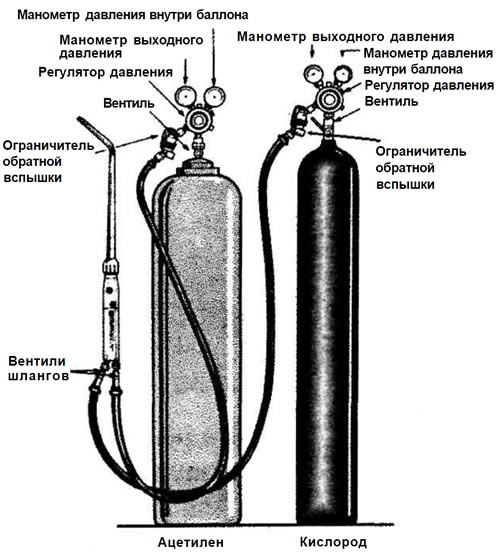
Рис. 35. Комплект для газовой сварки под высоким давлением
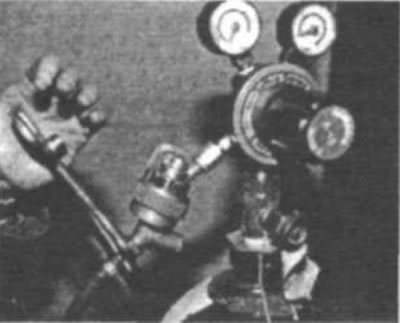
Рис. 36. При подсоединении помните, что все топливное газовое оборудование имеет левую резьбу, а все нетопливное (кислород, углекислый газ, аргон и др.) - правую. Не забывайте оставлять ключ на ацетиленовом вентиле во время работы для того, чтобы в случае необходимости можно было быстро его перекрыть
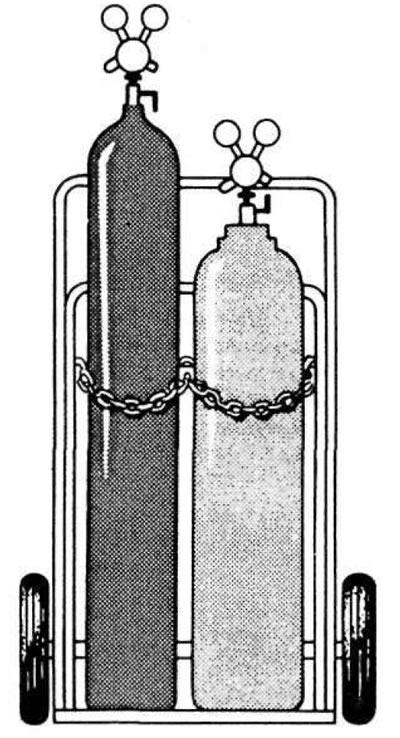
Рис. 37. Если вы используете полногабаритные баллоны, то перед их применением убедитесь, что баллоны находятся на тележке или безопасно прикреплены цепями к стене

Рис. 38. Все вентили открываются и закрываются как обычно: открытие - против часовой стрелки, закрытие - по часовой стрелке. Показанный на рисунке баллон снабжен съемным ограничителем обратной вспышки, служащим для того, чтобы остановить мгновенную вспышку газа, которая, проходя от сварочного резака через шланг к баллону, может попасть в баллон и привести к его взрыву
Первый шов

Рис. 39. Откройте вентили на ацетиленовом и кислородном баллонах. Теперь откройте кислородный вентиль (голубой) на резаке на несколько секунд для продувки системы, закройте его, затем повторите ту же операцию с ацетиленовым вентилем (красный), но оставьте его открытым во время выполнения действий, описанных ниже

Рис. 40. Откройте клапан на ацетиленовом баллоне и при помощи регулятора установите правильное рабочее давление
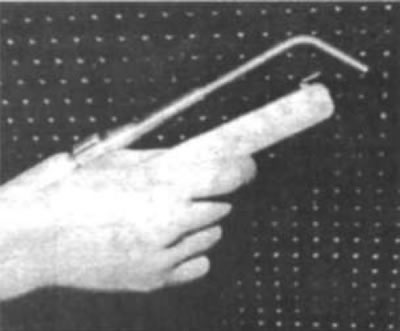
Рис. 41. Для зажигания ацетилена используйте воспламенитель. Поднесите его к соплу наконечника (кислород в это время перекрыт)

Рис.42. На практике многие профессиональные сварщики не доверяют показаниям манометров (они могут быть неточными, особенно на старом оборудовании) и поворачивают ручку регулятора до тех пор, пока не образуется достаточно яркое пламя
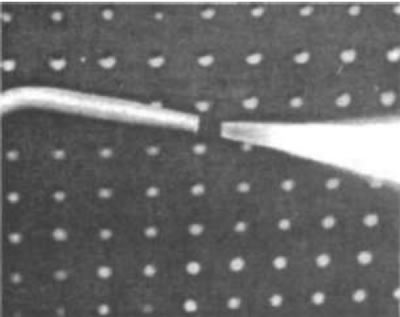
Рис. 43. Если вы заметите воздушный промежуток между соплам наконечника и пламенем, уберите его путем уменьшения давления, а затем, увеличивая давление при помощи регулировочного вентиля, добейтесь яркого пламени

Рис. 44. Закрывайте вентиль на сварочном резаке до тех пор, пока пламя не будет только слегка выходить из сопла и не пойдет дым

Рис. 45. Теперь откройте кислородный вентиль на газовом резаке
Пламя при кислородно-ацетиленовой сварке
Среднее
Применение: мягкая сталь, нержавеющая сталь.
Установка: после воспламенения (см. текст) с помощью вентилей добейтесь белого конуса на фоне ацетиленового следа.
Кислородное (избыток кислорода)

Применение: латунь и бронза.
Установка: отрегулируйте вентили до появления небольшого конуса и пламени бледного цвета. При этом сопло может издать хлопающий звук.
Углеродное (избыток ацетилена)
Применение: железные отливки, твердые поверхности.
Установка: отрегулируйте вентили до появления длинного внутреннего конуса. Не рекомендуется излишне удлинять конус.
(Статья опубликована первоначально здесь: «AutoInstruction»)
Рис. 49. Газовая сварка идеально подходит для ремонта тонких стальных деталей,...

Рис. 50. ...сварки сменных панелей и наложения заплат
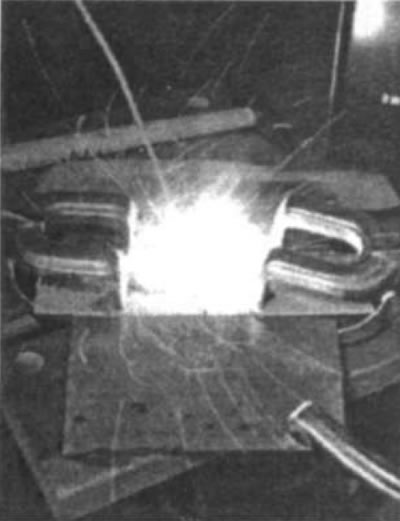
Рис. 51. Хотя электрический сварочный аппарат не годится для сварки тонких стальных листов, он пригоден для выполнения основных сварочных работ, включающих...

Рис. 52. ...пайку (при использовании специального приспособления)

Рис. 53. Установите нужное пламя при помощи регулятора на баллоне. Можно сделать и по-другому. Установите рекомендуемое давление на регуляторах баллонов, а пламя отрегулируйте при помощи вентилей, расположенных на горелке

Рис. 54. На этой стадии иногда можно заметить, что пламя выходит из сопла наконечника под небольшим углом, что говорит о наличии в сопле препятствия, преграждающего путь газу
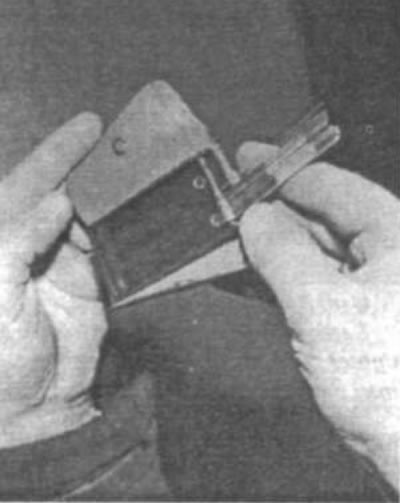
Рис. 55. Для очистки засорившихся сопел используйте специальные очистители. Другие предметы для этой цели использовать не рекомендуется, так как они могут изменить форму сопла

Рис. 56. Выберите очиститель в соответствии с диаметром сопла и очистите сопло, вставляя и вынимая очиститель. Если сопло повреждено, его можно исправить при помощи наждачной бумаги
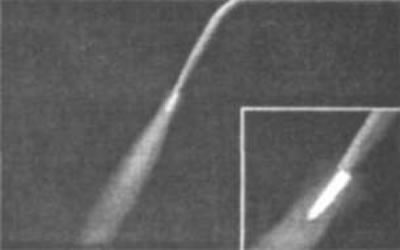
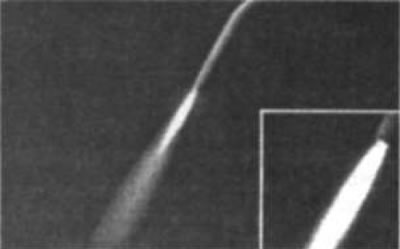
Рис. 57. Так должно выглядеть пламя

Рис. 58. Первый сварочный шов был выполнен справа налево (со стороны сварщика), что нормально для стали толщиной до 5 мм. Отметим, что пластина, на которой осуществлялась сварка, не лежала на теплопроводящей поверхности. Разумеется, ни в коем случае не производите сварку на огнеопасной поверхности!
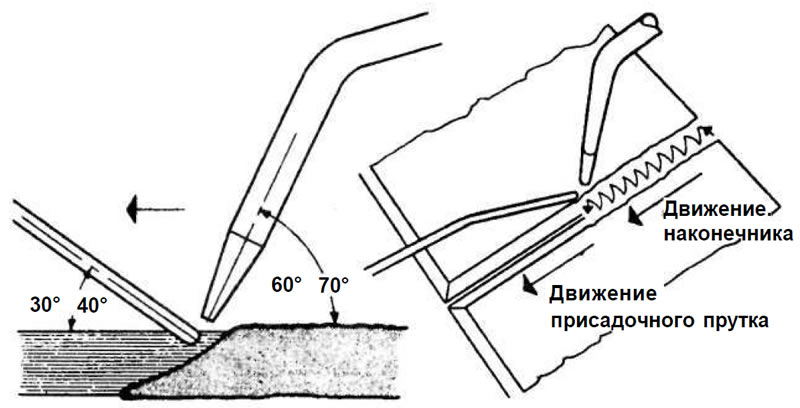
Рис. 59. Начинайте сварку, удерживая наконечник и присадочный пруток под углом, показанным на рисунке. Направьте пламя в место сварки и держите его там до тех пор, пока не образуется лужица из расплавленного металла (это будет хорошо видно через защитные очки). Затем начните выполнять наконечником легкие спиральные или зигзагообразные движения, одновременно погружая и извлекая присадочный пруток из лужицы с интервалом примерно в полсекунды или чаще (как необходимо). Если лужица образуется слишком быстро, то возникает опасность прожечь лист насквозь, поэтому нужно немного граничить подачу газа. Если процесс образования лужицы происходит медленно, прибавьте немного газа. Выбирайте наконечник с соплом нужного диаметра (в соответствии с характером работ)
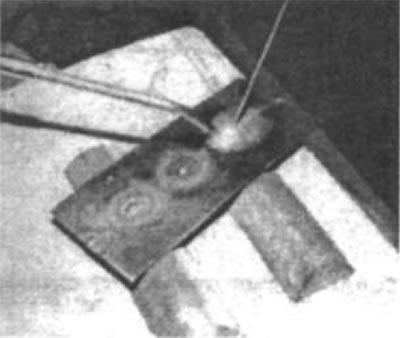
Рис. 60. При соединении двух металлических пластин внахлест начинайте с их прихватывания с регулярными интервалами. Вы можете обнаружить, что куски стали изгибаются между прихватывающими швами, поэтому эти места необходимо выровнять при помощи молотка или другим способом

Рис. 61. Заметьте, что конец верхней пластины нагревается и прогорает быстрее, чем конец нижней. Совершайте спиральные движения, но концентрируйте основное пламя на нижней пластине
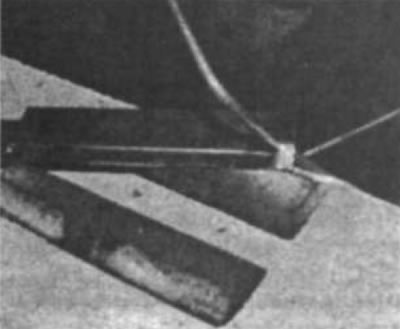
Рис. 62. Заметьте также, что если вы начнете сварку на краю стального листа, то он прогорит быстрее, чем образуется лужица расплавленного металла
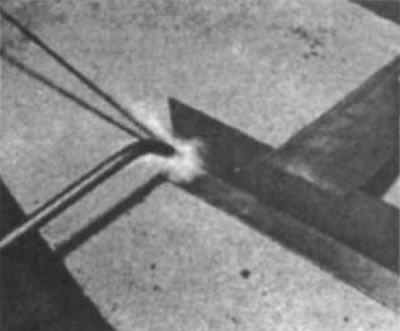
Рис. 63. При сварке внутри углового соединения поддерживайте пластины или зафиксируйте их вместе, затем сделайте прихватывающие швы

Рис. 64. Задача состоит в том, чтобы добиться достаточной глубины шва. Создайте лужицу из расплавленного металла, затем слегка опустите наконечник в нее. Если шов имеет достаточную глубину, вы это увидите
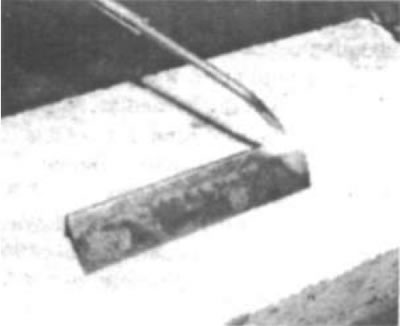
Рис. 65. Вы можете сваривать внешние угловые соединения и без использования присадочного прутка, хотя прихваточные швы необходимо выполнять с ним. Такой тип соединения применяется при кузовных работах
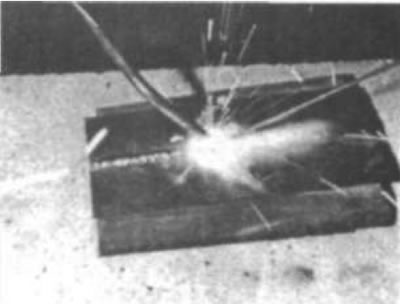
Рис. 66. Торцевое соединение тонких стальных листов имеет сильную тенденцию к прогоранию. Хотя и нужно оставлять некоторый промежуток между двумя толстыми стальными листами во время сварки, все же старайтесь сдвинуть листы как можно ближе друг к другу. Не прикладывайте пламя к соединению слишком долго
Сварочные позиции
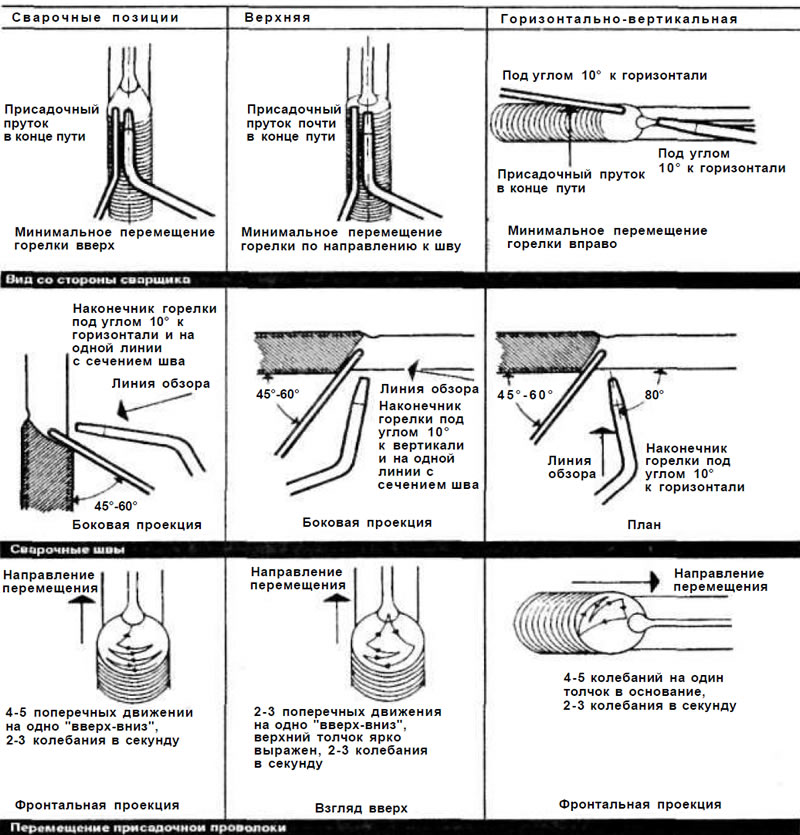
Рис. 67. К сожалению, множество сварочных работ выполняется в тех положениях, которые вы никогда не найдете, практикуясь на рабочем столе. На приведенных рисунках показаны основные принципы выполнения вертикальной и горизонтальной сварок
Окончание сварки
Сначала перекройте ацетилен, закрыв вентиль газовой горелки, затем закройте кислородный вентиль. Закройте кислородный и ацетиленовые вентили на баллонах, затем по очереди откройте и закройте вентили газовой горелки, чтобы сбросить давление в системе. Убедитесь, что манометры стоят на нуле. Верните ручки регуляторов давления на баллонах в исходное положение. Если вы планируете в ближайшее время повторно использовать аппарат (в течение ближайших 1-2 ч), то нет необходимости закрывать вентили баллонов или вентили на горелке. Единственным исключением из вышеописанной процедуры является случай, когда возникает обратная вспышка в смесительной камере газовой горелки. В этом случае источник кислорода перекрывается в первую очередь для того, чтобы остановить вспышку, затем быстро закрывается ацетиленовый вентиль. Если этого не сделать, то может произойти расплавление газовой горелки. После гашения обратной вспышки газовую горелку следует охладить, а перед следующим использованием тщательно проверить.
Резка
Для демонстрации многофункциональности кислородно-ацетиленовой сварки в этом разделе будет рассказано, как подсоединить резак к сварочной горелке и превратить ее в устройство, режущее сталь.

Рис. 68. Отверните головку горелки, вращая ее по часовой стрелке,...
Рис. 69. ...затем снимите головку

Рис. 70. Вставьте режущую головку в корпус, затем надавите на нее с силой и надежно закрепите
Рис. 71. Проверьте, что все сопла не засорены, используя очиститель, о котором упоминалось выше. Установите давление кислорода, равное 15 фунтов/кв.дюйм
Рис. 72. Подайте ацетилен и зажгите резак
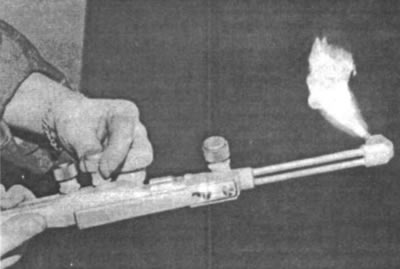
Рис. 73. Откройте ацетиленовый вентиль, чтобы получить большое пламя с дымом
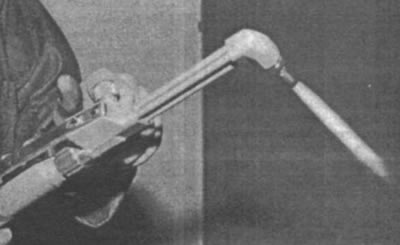
Рис. 74. Затем откройте кислородный вентиль до получения маленького, хорошо очерченного конуса в середине пламени. Нажмите на рычаг режущего приспособления и установите нормальное пламя при помощи голубого кислородного вентиля. Некоторые из предварительно установленных конусов длиннее, чем другие. Это явление можно устранить: закройте вентили на горелке и баллонах, затем ослабьте гайку крепления головки и поверните наконечник приблизительно на 30°. Затяните гайку головки гаечным ключом
Окончание резки
Закройте красный вентиль на горелке; пламя исчезнет. Закройте голубой (кислородный) нагревающий вентиль. Закройте голубой вентиль на горелке. Закройте оба вентиля на баллонах. Откройте красный вентиль на горелке и закройте его после выпуска газа из шланга. Откройте оба голубых вентиля. Закройте их в той же последовательности после выхода газа из шланга.

Рис. 75. Во время резки по возможности удаляйте ржавчину и нагар для обеспечения чистоты поверхности. Нагрейте конец детали при помощи тока, пока он не станет ярко-красным. Затем нажмите на режущий рычаг...

Рис. 76. ...и проведите резаком по металлу. При резке надевайте по крайней мере одну защитную перчатку (желательно две)
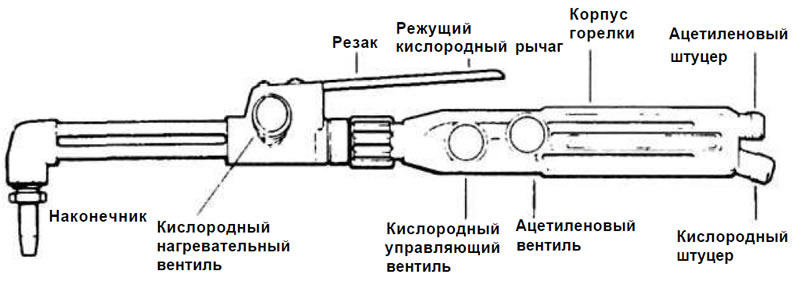
Рис. 77. Газовая горелка с режущим приспособлением и органы ее управления
Пропан - превосходный заменитель ацетилена при использовании режущего оборудования, и к тому же гораздо более безопасный. Следует отметить, что такую работу, как разрезание старого автомобиля на запчасти, не рекомендуется выполнять в домашних условиях.
Особенности сварки нержавеющей стали
Используйте в качестве присадочного прутка металл, близкий по составу к исходному (идеально подойдет полоса, отрезанная от куска такой же стали). Покройте внутреннюю часть соединения флюсом и используйте "нейтральное" пламя, держите присадочный пруток в пламени в течение всего времени работы. В конце сварки медленно убирайте пламя для того, чтобы предотвратить образование трещин. Не останавливайтесь в середине процесса сварки, работайте настолько быстро, насколько возможно. По окончании работы тщательно удалите весь нагар.
Особенности пайки алюминиевых сплавов
Рекомендуемый припой представляет собой алюминиевый сплав, содержащий 10% углерода и 4% меди, который имеет более низкую точку плавления, чем другие алюминиевые сплавы.
Место пайки непосредственно перед началом работы должно быть зачищено до блеска при помощи металлической щетки или напильника.
Используйте соответствующий флюс. Нагрейте конец припоя и опустите его во флюс. Нижняя поверхность припоя покроется флюсом, который затем в процессе пайки попадет в место соединения для контроля температуры. При надлежащей температуре флюс начнет ровно и быстро растекаться вдоль соединения. Алюминиевый сплав не меняет свой цвет не только при достижении нужной температуры, но даже и при ее превышении; он просто плавится и оседает. Наиболее важно знать, что припой не расплавится до тех пор, пока флюс свободно не растечется в месте соединения. Припой попадет в место соединения благодаря температуре пламени и явлению капиллярности. Удалите все следы флюса как можно быстрее, иначе он начнет взаимодействовать с алюминием. По возможности используйте раствор слабой кислоты для промывки места соединения. В заключение повторно промойте место соединения теплой водой.
Кислородно-ацетиленовая пайка
При сварке плавятся и рабочая поверхность, и припой (присадочный пруток), в то время как при пайке плавится только припой, формируя связь с рабочей поверхностью.
Используйте сварочный аппарат как для сварки, но откройте кислородный вентиль на газовой горелке чуть больше чем обычно, чтобы получить "кислородное пламя".
Для уменьшения искривления рабочих поверхностей слегка подогрейте лист, отметьте точки, в которых имеют место начальные искривления, и прихватите эти точки. На длинных швах держите горелку как можно ниже, делая серии коротких паек с интервалами, затем вернитесь назад, чтобы заполнить оставленные промежутки.
Нагрейте пламенем конец припоя, затем опустите его во флюс. Нагрейте рабочую поверхность и сразу поместите конец припоя в пламя. Флюс расплавится, и после некоторого времени прогрева припой начнет затекать в шов. Если вы используете припой с флюсом внутри него, то дополнительный флюс в процессе пайки вам не потребуется. От вас потребуется только помещать припой в пламя в нужном месте. Флюс будет плавиться и покрывать рабочую поверхность, а затем расплавится и сам припой.
Кислородно-ацетиленовая пайка выполняется гораздо легче, чем кислородно-ацетиленовая сварка, при этом получается меньше искривлений поверхности, так как используется меньше тепла. Запомните, однако, что качество зачистки места пайки в решающей степени определяет качество полученного соединения. Не забывайте также, что паяный шов намного слабее сварного и не применяется при соединении несущих частей и узлов автомобиля, влияющих на безопасность движения.