

Рис. 3. Процесс электродуговой сварки:
а) Оба конца свариваемых листов нагреваются при помощи электрической дуги до тех пор, пока...
б) ...они одновременно не расплавятся и не соединятся в одно целое
в) Одновременно из электрода добавляются дополнительный расплавленный металл и флюс
г) В результате на месте сварки образуется шов, покрытый защитным слоем

Рис. 4. На рисунке изображен один из лучших комплектов для электрической дуговой сварки фирмы SIP. Как и большинство подобных наборов, он включает все необходимое для выполнения сварочных работ
Техника безопасности
Самая большая опасность при использовании электродуговой сварки - это чрезвычайно яркий свет, который излучается в процессе работы. Кроме высокой яркости, опасность представляют входящие в спектр этого света ультрафиолетовые лучи, причиняющие вред глазам. В связи с этим при использовании электродуговой сварки всегда надевайте защитную маску и никогда не смотрите на место сварки невооруженным глазом. Так как ультрафиолетовые лучи вредны и для кожи, всегда надевайте перчатки и одежду с плотно застегивающимися рукавами. При сварке выбрасываются раскаленные искры, поэтому также надевайте ботинки и широкие рабочие брюки, которые предохраняют от попадания брызг раскаленного металла внутрь обуви; по этой же причине застегивайте рабочий халат плотно на шее. При сварке над головой рукава халата должны быть плотно застегнуты на запястьях. Не производите сварку в ограниченных закрытых пространствах без вентиляции, так как образующиеся испарения могут быть опасны для здоровья. Используйте одежду из хлопчатобумажных тканей; нейлон может легко загореться при неблагоприятных обстоятельствах. Соблюдайте большую осторожность при манипуляциях с горячим металлом. Не позволяйте детям и животным находиться вблизи рабочего места во избежание получения ожогов и воздействия ультрафиолетовых лучей. Убедитесь, что вблизи рабочего места нет огнеопасных предметов. При выполнении кузовных работ удалите из автомобиля все огнеопасные предметы и никогда не выполняйте сварочные работы вблизи топливного бака или топливопроводов, а также вблизи трубопроводов тормозной системы. Всегда имейте под рукой огнетушитель соответствующего типа. Не допускайте контакта токопроводящих частей электрооборудования с водой - это может привести к поражению электрическим током. При зачистке шва надевайте чистые защитные очки, потому что шлак ломкий, он может вылететь и попасть в глаза.
Первый шов
Переключите сварочный аппарат на соответствующий рабочий режим, в зависимости от толщины свариваемой стали. Электрод следует выбирать в соответствии с нижеприведенной таблицей, он также должен соответствовать толщине стали. В начале работы установите сварочный ток в соответствии с таблицей, но будьте готовы изменить его в зависимости от полученных результатов.
| Диаметр электрода | Сила тока |
| 1,60 мм (1/16") | 25-50 А |
| 2,00 мм (5/64") | 50-80 А |
| 2,50 мм (3/32") | 80-100 А |
| 3,25 мм (1/8") | 110-150 А |
| 4,00 мм (5/32") | 140-200 А |
| 5,00 мм (3/16") | 200-260 А |
| 6,00 мм (1/4") | 220-340 А |
Убедитесь, что зажим "земля" имеет надежный контакт с обрабатываемой деталью (металл в этом месте должен быть зачищен), в противном случае может пострадать качество сварки. Найдите удобное для вас положение и оптимально расположите кабель.
Оригинал расположен на ресурсе: autoinstruction.ru
Рис. 5. Электрод должен находиться под углом 15° относительно перпендикуляра, проведенного к поверхности обрабатываемой детали, и быть наклонен в сторону шва. Потренируйтесь при выключенном сварочном аппарате до тех пор, пока не научитесь правильно держать электрод даже с закрытыми глазами

Рис.6. Когда вы будете готовы начать сварку, включите сварочный аппарат и, удерживая электрод на расстоянии примерно 5 см от рабочей поверхности, наденьте защитную маску (она должна быть в другой руке). Дотроньтесь электродом до обрабатываемой поверхности. Основная трудность заключается в обеспечении устойчивого протекания сварочного тока, а электрод имеет тенденцию прилипать к рабочей поверхности. Существует два способа предотвращения прилипания электрода: первый - постукивать концом электрода по месту сварки, позволяя электроду отскакивать, до тех пор, пока не потечет сварочный ток; второй "царапать" электродом место сварки (т.е. совершать движения, препятствующие прилипанию). Если вы устали при этом, повернитесь и быстро выключите сварочный аппарат либо отсоедините "земляной" провод от обрабатываемой детали. К этому времени электрод должен светиться красным светом, поэтому нужно дождаться, пока он остынет, а затем вытянуть его из места сварки. Сварку будет начинать труднее, если нарушена флюсовая оболочка электрода. "Зажгите" его оголенную часть путем присоединения к тому месту, где не нарушена флюсовая оболочка, куска металла, и присоедините его к "земле". Удерживая защитную маску наготове, "царапните" электродом быстро с усилием, достаточным для возникновения искр. Делайте это до тех пор, пока рабочая поверхность снова не соприкоснется с закрытым электродом
Рис. 7. Выбирайте диаметр электрода в соответствии с толщиной металла, который вы собираетесь сваривать. Толщина электрода (без учета флюсовой оболочки) должна как можно точнее соответствовать толщине лист свариваемого металла. Если оболочка отсыреет, сваривать таким электродом будет довольно сложно. При необходимости высушите электроды перед использованием (вообще, их нужно хранить в сухом месте). Электроды, не пригодные к использованию, необходимо выбрасывать

Рис. 8. Возможно, вам потребуется некоторая практика для достижения надлежащей сварочной дуги, но если у вас не получается, первым делом проверьте надежность подсоединения "земляного" провода к обрабатываемой детали, затем попробуйте увеличить сварочный ток. Если вы прожигаете сталь насквозь, уменьшите ток и попробуйте снова. По мере сварки электрод нужно передвигать вдоль шва. Попытайтесь продвинуть конец электрода прямо в лужицу расправленного металла до появления характерного звука, затем вытягивайте его до тех пор, пока дуга не начнет потрескивать. В диапазоне между двумя этими положениями и находится идеальное расстояние от конца электрода до места сварки

Рис. 9. После того, как вы изучили перемещение электрода вдоль шва, попробуйте произвести зигзагообразные движения конца электрода с небольшой амплитудой, что позволит добиться лучшего проникновения
Рис. 10. Важно поддерживать оптимальную длину дуги и скорость сварки. Если перемещать электрод слишком быстро, шов будет "волокнистым" и вследствие этого слабым. Если перемещать электрод слишком медленно, образующийся шлак попадет внутрь шва, тем самым сильно ослабляя его. На рисунке показан шов, покрытый шлаком
Рис. 11. После завершения сварки используйте молоток для удаления шлака с поверхности шва
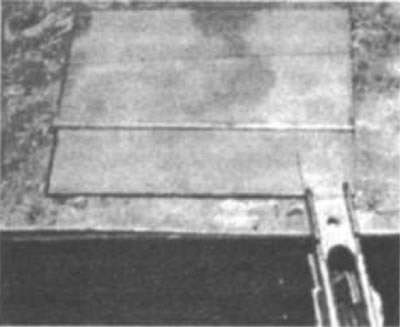
Рис. 12. Когда вы почувствуете себя уверенно в получении качественного сварочного шва на стальном листе, попробуйте произвести сварку внахлест. Для этого следует направить электрод на нижнюю (а не на верхнюю) пластину, так как шов имеет тенденцию расширяться в сторону по направлению к электроду
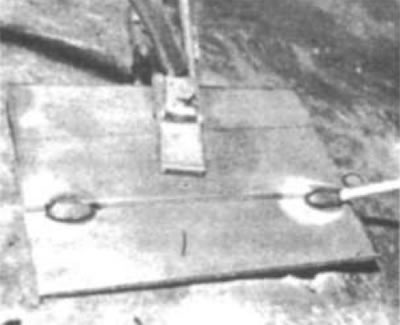
Рис. 13. Начните с выполнения двух коротких (наметочных) швов на концах детали. Эти швы будут удерживать оба листа вместе и помогут предотвратить искривление поверхностей, поскольку в противном случае теплота от сварки будет вызывать отсоединение листов друг от друга на противоположном конце

Рис. 14. Очень важно, чтобы шлак удалялся с поверхности наметочных швов перед проведением основной сварки; в противном случае он попадет в основной шов
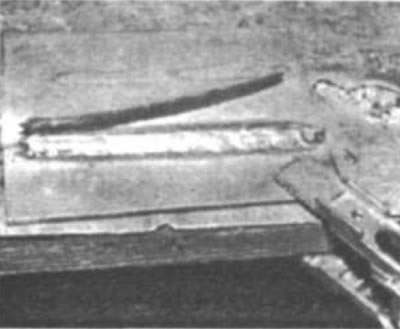
Рис. 15. Будет отлично, если при остывании шлак сойдет со шва целым куском, оставляя после себя чистый шов

Рис. 16. Ошибки при сварке
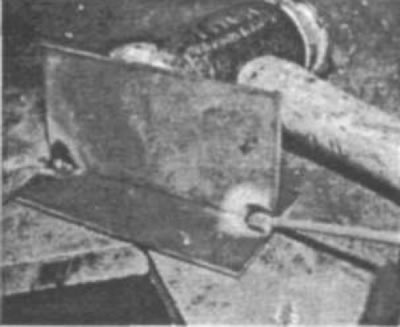
Рис. 17. При сварке ленточным швом следует удерживать вертикальную пластину тяжелым молотком или кувалдой, чтобы она стояла прямо, в то время как вы прихватываете ее сваркой

Рис. 18. После прихватывания швы обладают некоторой гибкостью. Они достаточно малы для того, чтобы сделать подгонку, но достаточно велики для удержания свариваемых листов вместе

Рис. 19. После этого, располагая электрод под углом 45° к каждой из свариваемых поверхностей, сделайте основной шов
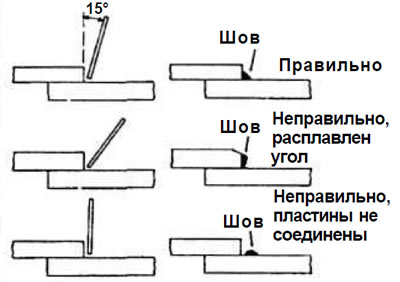
Рис. 20. Сварка внахлест

Рис. 21. Помните, что успешность сварки зависит от вы бора положения свариваемых деталей
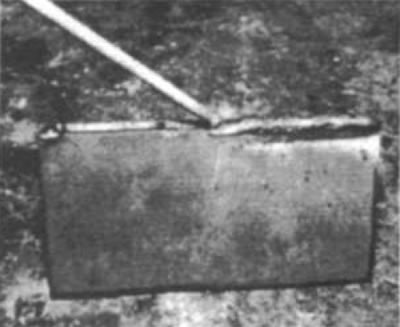
Рис. 22. Сварка внешних углов обычно значительно легче, чем внутренних. Здесь выполняются те же операции: установка, прихватывание, зачистка, формирование основного шва

Рис. 23. Такую сварку всегда легче выполнять, если торцы свариваемых листов прикладываются друг к другу в виде буквы "V". Это лучше, чем в том случае, когда один торец напускается на другой
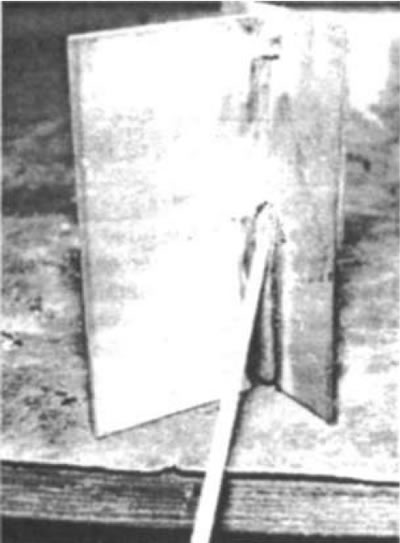
Рис. 24. Много сварочных работ приходится выполнять в неудобных местах, поэтому необходимо научиться сваривать под различными углами. На рисунке изображен вертикальный верхний шов. Вертикальные нижние швы (то есть швы с началом вверху) выполнять гораздо легче. Работу лучше всего производить более тонким электродом, чем обычно, с небольшим расстоянием между ним и рабочей поверхностью (короткая дуга). Вертикальную верхнюю сварку лучше всего производить электродом нормального диаметра, и большей, чем обычно, силой тока (необходимо сваривать осторожно, чтобы не прожечь металл насквозь), совершая зигзагообразные движения
Многослойная сварка
При таком виде сварки производятся два или три прохода над каждым соединением. После выполнения каждого прохода удаляются шлак и капли металла. Первый проход должен быть прямым, без зигзагообразных движений; последние же швы должны выполняться зигзагообразными движениями, закрывая первые. Попробуйте увеличить сварочный ток примерно на 10%, стараясь не прожечь при этом пластину. При проведении работ обязательно надевайте защитную маску, кожаный передник и рукавицы.
Внимание! Перед проведением электродуговой сварки всегда отсоединяйте провода от генератора автомобиля, так как в противном случае он будет выведен из строя.