
На сварочных аппаратах с внутренним подсоединением входных кабелей провода углеродно-дугового резака должны быть присоединены к электродо-держателю и "земляному" контакту (соответственно). Электрододержатель и зажим должны быть помещены на деревянный брусок или другой изолирующий материал.
Угольные электроды имеют специальный сердечник и для обеспечения ровной и плавной дуги покрыты медью (раньше углеродно-дуговые резаки снабжались обычными угольными электродами, покрытыми медью, пользоваться которыми было крайне неудобно). Когда угольные электроды подносятся друг к другу, в этом месте появляется электрическая дуга, служащая источником теплоты. Она используется для расплавления паяльного присадочного прутка, флюса и т.д.
Конечно, углеродно-дуговой резак не такой многофункциональный, как газовое пламя, но в экономическом плане это хороший его заменитель и позволяет владельцу дугового паяльного комплекта выполнять широкий диапазон работ. Кроме стали, такой аппарат хорошо паяет медь, латунь и даже алюминий (при использовании соответствующих присадочных прутков), хотя в последнем случае существуют определенные тонкости. Аппарат может также использоваться для нагрева и гибки небольших полос стали и ослабления ржавых гаек и болтов.
Внимание! Перед проведением углеродно-дуговой пайки всегда отсоединяйте провода от генератора автомобиля, так как в противном случае он будет выведен из строя.
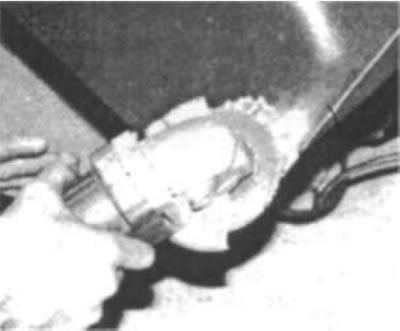
Рис. 25. Первый шаг - это удаление ржавчины, нагара и краски с рабочей поверхности. Для этой цели лучше всего подойдет ручная шлифовальная машинка
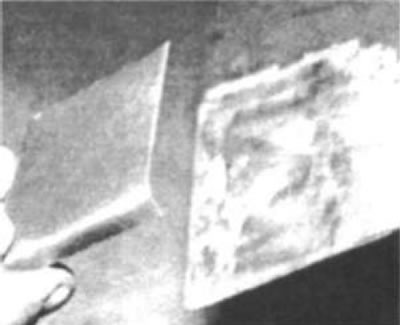
Рис. 26. После этого нужно сделать подходящую ремонтную заплату. Заплата должна быть выполнена с напуском, так как в торцевом соединении нет достаточной контактной площади для того, чтобы сделать крепкое соединение при помощи пайки
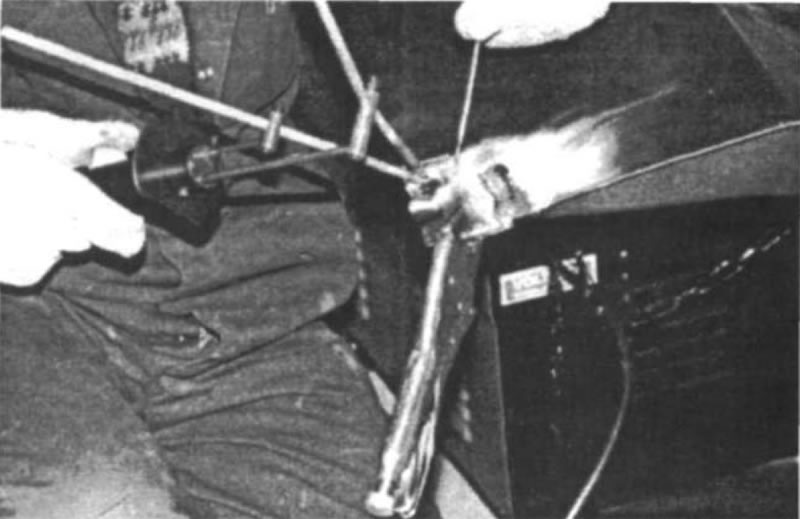
Рис. 27. После прикладывания ремонтной заплаты ее нужно прихватить при помощи пайки с регулярными интервалами (если это большая заплата) или же использовать припой, содержащий флюс. Затем нужно действовать дуговыми электродами: рукоятка перемещается до тех пор, пока оба электрода не коснутся детали, а затем сдвигается чуть в сторону, так, чтобы возникла дуга между ними. При выполнении работы обязательно надевайте защитную маску

Рис. 28. Как видно из рисунка, возникающая дуга чрезвычайно яркая, поэтому ни в коем случае не пытайтесь работать без защитной маски. Не используйте темные очки, так как они предназначены только для защиты от яркого света газового пламени, а свет дуги может вызвать устойчивое нарушение зрения даже через них. По мере расхода электродов их следует регулярно сводить вместе при помощи большого пальца руки. Теплота от дуги попадает на рабочий участок посредством пламени, припой подается в зону сварки, где сначала расплавляется флюс, а затем сам припой заливается в место соединения. Перед тем, как работать дальше, следует выполнить дополнительную пайку поверх прежней. Если расстояние между электродами выбрано правильно, будет слышен характерный жужжащий звук
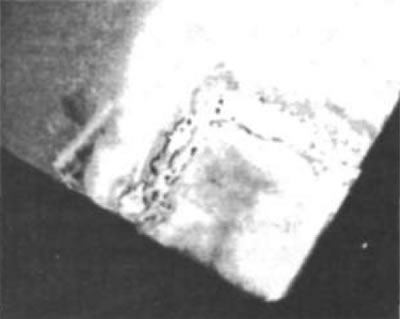
Рис. 29. Процесс пайки несложен, и как только вы выполните первые шаги, описанные здесь, вы получите надежное соединение (хотя, к сожалению, недостаточно крепкое в случае основных несущих элементов или кузовных рам)