
Опытным пользователям кислородно-ацетиленовой сварки необходимо следить за тем, чтобы не перекручивались шланги ацетиленовой горелки. Вы можете производить сварку в любом направлении, но направление справа налево (для правшей) обеспечивает лучшую видимость во время сварки и улучшает газовую защиту шва.

Рис. 90. Производится широкий спектр сварочных аппаратов для MIG-сварки: от самых маленьких до мощных и даже сверхмощных, применяемых в тяжелой промышленности

Рис. 91. Этот комплект, как говорится, "мал да удал". Несмотря на небольшие размеры, это полностью профессиональный аппарат, с его помощью можно выполнить любую сварочную работу в гараже и дома

Рис. 92. MIG-сварка - это разновидность электродуговой сварки. Отличие состоит в том, что вместо использования стержневого электрода, который плавится в процессе сварки, здесь применяется длинная проволока, намотанная на катушку, которая, проходя через падающий шланг, изображенный на этом рисунке, выходит к концу держателя. Таким образом, можно работать без остановки, не тратя время на смену электрода и установку нужного расстояния между ним и рабочей поверхностью
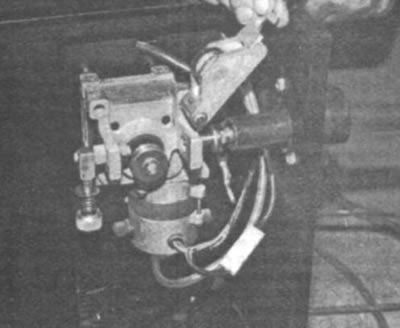
Рис. 93. Внутри аппарата имеется электродвигатель (слева), на который устанавливается катушка с проволокой и подающий механизм, который проталкивает проволоку в подающий шланг
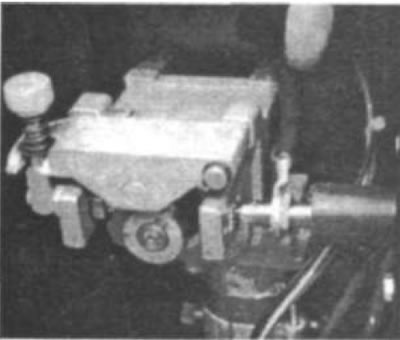
Рис. 94. Кабель подводит электрический ток, при помощи которого образуется лужица из расплавленного металла и плавится сварочная проволока
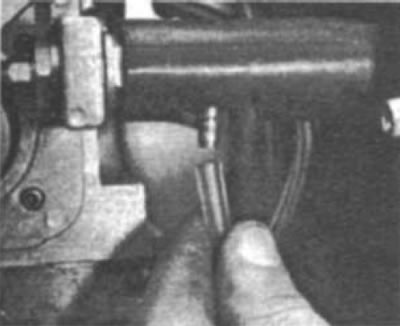
Рис. 95. Внутри аппарата аргон (или смесь аргона и углекислого газа) подается через вентиль в подающий шланг. Затем, когда нажимается кнопка, проволока проталкивается наружу, включается электрический ток и газ поступает по подающему шлангу и окружает место сварки

Рис. 96. При помощи MIG-сварки можно также сваривать алюминиевые сплавы. Необходимо использовать в качестве защитного газа аргон, взять специальную алюминиевую сварочную проволоку и новый подающий шланг, покрытый внутри тефлоном (это предохраняет ее от застревания в подающем шланге)
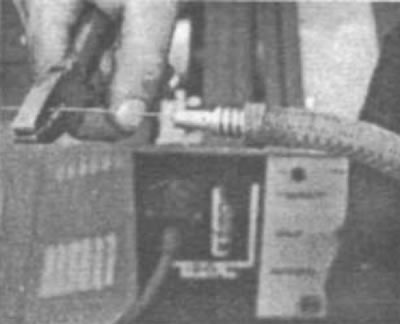
Рис. 97. Аппарат установлен и подключен. Теперь при нажатии на кнопку сварочная проволока будет поступать по шлангу. Удерживайте кнопку до тех пор, пока она не выйдет наружу, затем отрежьте ее на нужную длину

Рис. 98. Наверните соответствующую головку, через которую газ подается к месту сварки

Рис. 99. Небольшие сварочные аппараты для MlG-сварки пользуются огромной популярностью у автолюбителей. Специально для них выпускаются малогабаритные баллоны с аргоном
Рис. 100. Можно использовать баллон с углекислым газом. Для этого существует специальный адаптер. В холодную погоду аппарат подвергается замерзанию при выходе углекислого газа (промышленные потребители углекислого газа используют специальные нагреватели для предотвращения этого явления). При использовании аргонных смесей получаются качественные гладкие швы, лучшее проникновение и меньшее количество брызг, поэтому лучше пользоваться ими, чем углекислым газом
Первый шов
Рис. 101. Настройте аппарат на нужную толщину металла согласно инструкции по его эксплуатации и подсоедините "земляной" провод к рабочей поверхности. Держите наконечник под углом примерно 70°. Сопло наконечника должно быть направлено в место сварки. Наконечник следует держать на некотором расстоянии от рабочей поверхности
Рис. 102. Удерживая маску перед лицом, нажмите на кнопку и медленно передвигайте наконечник. Заметьте, какой чистый шов получается, когда аппарат отрегулирован правильно и на рабочей поверхности нет ни ржавчины, ни краски. Газ, которым обдувается шов, - инертный, он не взаимодействует со швом, но предохраняет его от воздействия окисляющих газов, содержащихся в воздухе. Он также охлаждает шов, предотвращая тепловое искривление поверхности
Рис. 103. MIG-сварка очень яркая, поэтому соблюдайте правила техники безопасности для электродуговой сварки. Ультрафиолетовые лучи опасны для всех живых организмов (в том числе и для животных) с незащищенными глазами. Вы можете контролировать процесс сварки по звуку. Должен слышаться ясный потрескивающий звук. Если установлена слишком высокая скорость подачи проволоки, сварочный аппарат будет прожигать металл глубже, пока не прожжет его насквозь, или проволока может подпрыгивать на рабочей поверхности. С другой стороны, если скорость подачи проволоки слишком низкая, сварочный аппарат будет работать с шипящим звуком и проволока может израсходоваться вплоть до подающей головки
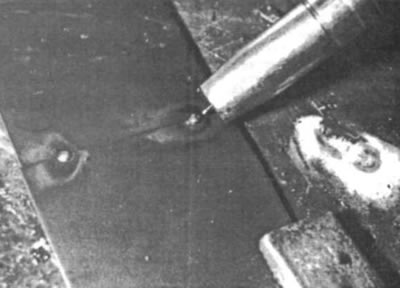
Рис. 104. Теперь попробуйте сделать торцевой шов, который гораздо ближе к настоящей сварке. Выберите пару пластин металла той толщины, которую вы собираетесь использовать, поместите их близко друг к другу и держите наконечник сварочного аппарата так, чтобы проволока касалась промежутка между пластинами. Здесь нет опасности случайной вспышки, так как в отличие от обычного электродугового аппарата, в MIG-аппарате сварочный ток поступает только при нажатии на кнопку. Удерживая маску перед лицом, прихватите пластины вместе. Сделайте основной шов вдоль соединения, совершая легкие зигзагообразные движения так, чтобы лужица из расплавленного металла равномерно распределялась между двумя кусками. При MlG-сварке риск прожечь металл гораздо меньше, чем при любом другом виде сварки

Рис. 105. Перед выполнением углового шва такого типа сделайте достаточное количество прихватывающих швов для поддержания пластины в соответствующем положении во время выполнения основной сварки

Рис. 106. Очень легко, ровно посередине угла между двумя пластинами, проведите наконечником от стороны к стороне, обеспечивая достаточное проникновение в обе пластины

Рис. 107. На рисунке изображен наиболее распространенный тип сварочного соединения - внахлест. Предварительно необходимо прихватить пластины
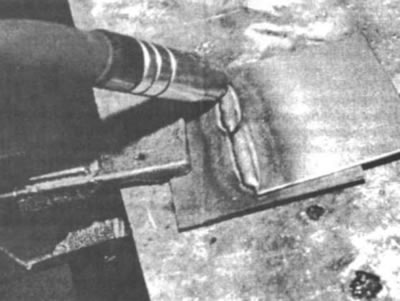
Рис. 108. Заметьте, что первый шов был остановлен, а затем начат снова без риска образования включений, в отличие от других видов сварки. На этот раз важно достичь достаточного проникновения в нижнюю пластину, даже немного за счет верхней
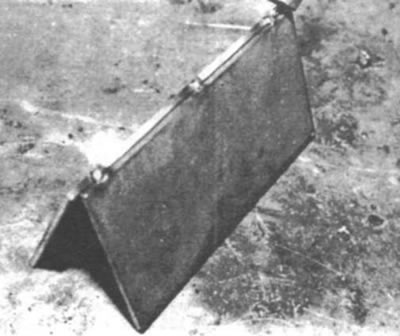
Рис. 109. При сварке внешнего угла постарайтесь соединить торцы пластин в виде буквы "V" и прихватить их вместе. При таком расположении пластин выполнять сварку гораздо легче, а шов получается крепче, чем при сварке внахлест
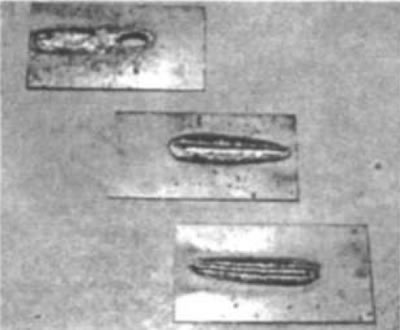
Рис. 110. На верхней пластине показан шов, при получении которого использовался либо чрезмерный сварочный ток, либо была установлена большая скорость подачи сварочной проволоки. На нижней пластине показан тонкий, "волокнистый" шов, при получении которого была либо установлена низкая скорость подачи проволоки, либо слишком быстро передвигался наконечник. На центральной пластине показан почти идеальный шов
MIG-сварка в труднодоступных местах
Сварка должна выполняться на плоской поверхности, но такая возможность имеется не всегда. Переворачивать же автомобиль, чтобы слегка подварить крыло, непрактично. Вертикальную сварку лучше всего выполнять по направлению вниз, начиная сверху, с помощью портативного аппарата, рассмотренного ниже. Торцевые швы требуют прямого подхода, в то время как ленточные швы лучше прихватывать легкими зигзагообразными движениями. Сварка вперед (сопло наконечника направлено в сторону движения) рекомендуется также для всех горизонтальных швов, так как таким образом достигается наилучшая газовая защита.
Не рекомендуется производить MIG-сварку на улице (разумеется, кроме тех случаев, когда это неизбежно), так как ветер выдувает защитный газ из зоны сварки, и в итоге получается некачественный шов. В таком случае постарайтесь заслониться от ветра и увеличьте подачу газа.

Рис. 111. Коррозионные отверстия на верхней панели салона, которые изображены здесь, можно заварить, начиная с одной стороны и продвигаясь по кругу. Поскольку есть опасность прогорания, используйте кратковременную сварку, затрачивая буквально пару секунд на каждый контакт

Рис. 112. Затем эти короткие, острые швы следует тщательно зачистить шлифовальной машинкой, проверяя отсутствие в шве ослабляющих включений
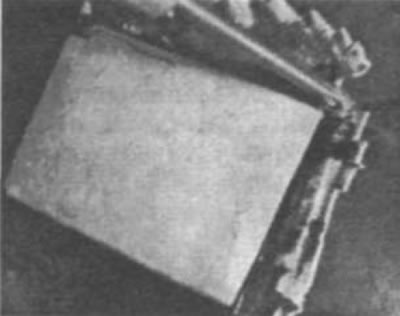
Рис. 113. Здесь изображен процесс приваривания заплаты к углу в задней двери автомобиля. Для обеспечения хорошей подгонки и минимального количества искривлений заплата сначала крепится саморезным винтом

Рис. 114. Через верхнюю пластину высверливаются небольшие отверстия

Рис. 115. Затем MIG-наконечник заменяется на наконечник для точечной сварки, который просто держит направляющую провода на нужном расстоянии от рабочей поверхности. Наконечником следует надавить вниз, на место сварки, а не держать его на расстоянии, как при сварке обычного шва
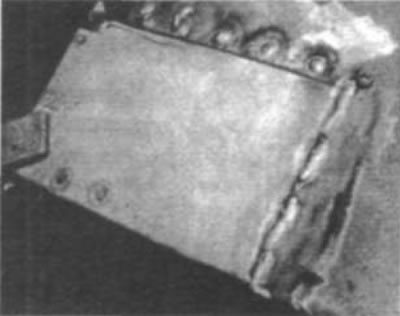
Рис. 116. Правый конец заплаты приварен основным швом, но вдоль верхнего края видны аккуратные швы от точечной сварки. Далее укреплять заплату нет смысла. Перед выполнением сварки потренируйтесь на ненужных кусках металла и попытайтесь поддеть основной шов отверткой. Это подтвердит правильность установок и временных интервалов

Рис. 117. После сварки зачистите точечные швы шлифовальной машинкой
Внимание! Перед проведением MIG-сварки всегда отсоединяйте провода от генератора автомобиля, так как в противном случае он будет вы веден из строя.
Техника безопасности
Соблюдайте правила техники безопасности для электродуговой сварки (см. соответствующий раздел в начале) и помните, что панели, только что обработанные MIG-сваркой, достаточно горячие и могут вызвать ожог при прикосновении к ним. Хотя передача теплоты от обрабатываемой поверхности у MIG-сварки гораздо меньше по сравнению с другими видами сварки (за исключением точечной), все равно необходимо принять соответствующие меры предосторожности при работе вблизи топливного бака или горючих материалов.