
Третий, наиболее распространенный случай образования вздутий металла - это автомобильные аварии. В каждом из этих случаев образуется вздутие, которое часто идет от одной стороны листа к другой. Для усадки металла до почти первоначального состояния применяется следующая методика. Перед описанием работ, однако, отметим, что усадка имеет свои недостатки. По окончании работ металл не будет совершенно плоским, и для устранения мелких дефектов придется использовать наполнитель или пайку. Другой недостаток состоит в том, что металл после усадки может иметь тенденцию к быстрому корродированию, поэтому после ее проведения поверхность следует обработать абразивными материалами до блеска и как можно скорее покрасить.

Рис. 78. Существует три способа определения вздутия поверхности. Первый способ - визуальный. Второй способ состоит в ощупывании поверхности рукой (см. рис.). Третий способ - он наиболее подходит для больших панелей - состоит в следующем: положите стальную линейку ребром на проверяемую поверхность и определите места вздутия по наличию пробелов между линейкой и поверхностью

Рис. 79. При выравнивании вмятин прежде всего необходимо найти точку наиболее глубокой дефектной области, так как именно здесь начнется операция по выравниванию. Затем подберите наконечник необходимого размера для сварки самой толстой стали. Прогрейте небольшую область (диаметром около 18 мм) до вишнево-красного свечения, держа пламя достаточно высоко, чтобы не прожечь металл. Как только металл достаточно накалится, вы увидите, как он приподнимется вверх

Рис. 80. Уберите горелку, подложите плоский (или сферический, если вы имеете дело с выпуклой поверхностью) подкладной штамп с обратной стороны листа и сделайте несколько быстрых и точных ударов специальным рихтовочным молотком. В результате этих действий поднявшийся металл осядет вниз, но поскольку он вокруг разогретой области гораздо тверже, этот металл будет сдвигаться в прогретое место, в результате чего возникнет сжимающий эффект. По этой причине удары следует выполнять быстро, пока металл раскален докрасна. Не увлекайтесь ударными операциями, иначе могут возникнуть повторные искривления

Рис.81. Когда металл остынет до черноты, остудите его окончательно при помощи тряпки, смоченной в воде. Это сильнее стянет металл в выравниваемой области. Не охлаждайте раскаленный докрасна металл, в противном случае он станет хрупким и работать с ним будет крайне тяжело. Сразу же после использования положите тряпку в ведро с холодной водой и не дотрагивайтесь до ее разогретых частей, иначе можете получить ожоги. Если для удаления вздутия одной усадки недостаточно, необходимо выполнить ряд повторных усадок, по возможности оставляя между ними достаточно места. Нагревания приводят к "омертвению" поверхности, так как на ней остается много напряженных и "морщинистых" участков. Убедитесь в том, что поверхность всей панели полностью охлаждена, и помните, что множество небольших усадок лучше, чем одна большая
Техника безопасности
Всем, кто использует кислородно-ацетиленовую сварку, настоятельно рекомендуем пройти соответствующий курс обучения. Ниже описаны основные положения техники безопасности при эксплуатации подобного оборудования.

Вытекший кислород может собираться в одежде и привести к возгоранию или даже взрыву. Никогда не вешайте одежду на баллоны и постоянно проверяйте их на предмет утечки.
Всегда храните ацетиленовые баллоны в вертикальном положении.
Храните баллоны вдали от источников тепла.
Не роняйте баллоны и не подвергайте их механическим воздействиям.
При использовании баллонов используйте специальную тележку или прикрепляйте баллоны цепями к стене.
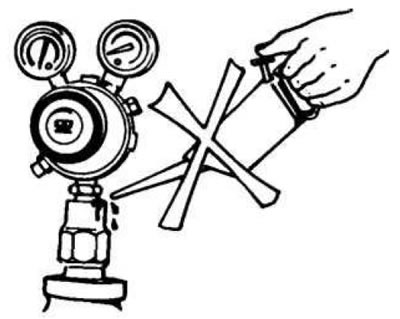
При работе с кислородным оборудованием ни в коем случае не используйте масло и смазочные материалы. Несоблюдение этого требования может привести к взрыву.
Проверяйте герметичность соединений, находящихся под давлением, при помощи моющих жидкостей.

Проверяйте, соответствует ли цвет шланга его назначению.
Никогда не используйте кислород в качестве заменителя сжатого воздуха - это очень опасно.
Регулярно проверяйте целостность шлангов и правильность их подсоединения.
в Никогда не выполняйте сварку, используя наконечник газовой горелки с большим диаметром сопла, если при этом вы держите свариваемую деталь в руках.
Текст предоставлен порталом [www.AutoInstruction.ru]
Не работайте с неисправным регулятором.
Никогда не сваривайте без соответствующих защитных очков или маски.
Всегда продувайте оба шланга перед подсоединением их к газовой горелке или после замены баллонов.
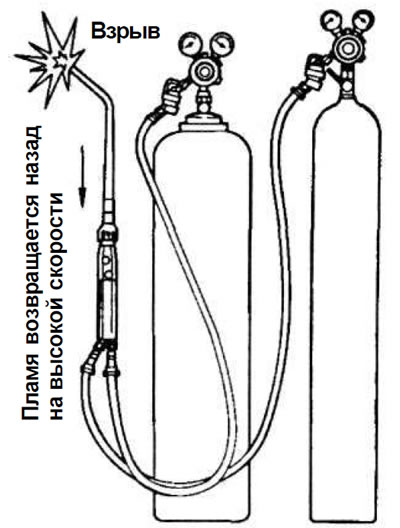
Регулярно проверяйте чистоту сопла наконечника газовой горелки. Засорение может привести к возникновению обратной вспышки. Ограничитель обратной вспышки должен быть всегда установлен на баллоне.
Всегда продувайте систему (т.е. выпускайте газ, кратковременно открывая и закрывая вентили на горелке) перед зажиганием горелки. Это поможет предотвратить обратную вспышку в шланг и баллон.
Используйте соответствующие средства защиты для тела, рук и ног, особенно если вы производите сварочные работы над головой.

Рис. 86. При выполнении сварочных и паяльных работ необходимо всегда иметь под рукой огнетушитель соответствующего типа. При его приобретении посоветуйтесь с продавцом сварочного оборудования, так как не всякий огнетушитель подойдет для использования в мастерской. Глядя на список положений техники безопасности, может показаться, что работа с газовым оборудованием чрезвычайно опасна. Но если это оборудование правильно эксплуатировать, то это не так. По оценкам фирмы ВОС, крупного производителя сварочного оборудования, на 50.000 часов работы с кислородно-топливным оборудованием приходится один несчастный случай (в промышленности), что является довольно высоким уровнем безопасности