
Совместимость
Очевидно, что вы не сможете сварить вместе два каких угодно материала. Материалы, которые можно сварить, должны быть совместимы друг с другом, то есть действовать так же, как припой или сварочный пруток. Вам не удастся сварить алюминий и сталь, но как специалиста по кузовным работам проблема материалов вас не должна волновать. При покупке стального листа (или, в редких случаях, алюминиевого) для проведения кузовных работ на автомобиле расскажите продавцу о цели вашей работы, и он подскажет, подойдет ли данный материал для нее. Точно так же, покупая сварочный или паяльный пруток, расскажите продавцу, что именно вы собираетесь сваривать.
Искривление поверхности
Всем известно, что металл при нагревании расширяется, а при остывании сжимается. К сожалению, когда вы отрезаете куски металла, а затем свариваете их вместе, тепловое расширение происходит во всех направлениях. Поэтому при выполнении кузовных сварочных работ происходит искривление свариваемых поверхностей.
Искривление происходит в двух случаях:
- на панель направляется большое количество теплоты (типичная ситуация при газовой сварке);
- работы производятся на большой плоской (или почти плоской) поверхности (например, на двери или капоте).
На очень большой плоской поверхности даже при использовании MIG-сварки (которая дает наименьшие искривления) могут появиться мелкие морщины, которые можно устранить при помощи наполнителя или мягкого припоя. Один из способов уменьшения искривлений заключается в предварительном прихватывании (при помощи дополнительных сварочных операций, проведенных с регулярными интервалами) свариваемых поверхностей и проведении основной сварки после этого. Точки прихвата впоследствии удаляются (более подробно процесс сварки с прихватыванием описан ниже). Не следует производить сварку от одного конца шва к другому за один проход. Произведя сварку в одном конце, остановитесь, дождитесь, пока свариваемые детали (но не само место сварки) остынут, проведите сварку с другого конца, а затем и в середине, охлаждая детали после каждой сварочной операции. Затем постепенно заварите оставшиеся пробелы. Это выравнивает напряжения в свариваемых деталях и предохраняет их от перегрева. Во время пайки помещайте вокруг места пайки влажную ветошь, чтобы удалить излишнее тепло. Если искривления все-таки произошли, не отчаивайтесь. Изучите раздел о дефектах, в котором рассказывается, как избавиться от искривлений, обращая теплоту и расширение себе на пользу. Если на деталях все же остались легкие морщины, вы можете избавиться от них с помощью специального наполнителя.
Примеси
Чем больше примесей в сварочном шве, тем менее он прочен. Очень важно перед работой очистить поверхности от краски, ржавчины, масла и других загрязнений. Несмотря на то, что большинство примесей при сварке сгорает, оставшиеся, попадая в сварочный шов, ослабляют его и делают неравномерным. В MIG- и TIG-сварках защита от примесей обеспечивается обдувкой инертным газом, а при электродуговой сварке используются сварочные электроды со специальной оболочкой. Оболочка плавится вместе с электродом и "обволакивает" шов, защищая его от воздействия воздуха. Затем она затвердевает и впоследствии удаляется. При сварке и пайке требуется, чтобы рабочая поверхность была обработана флюсом, в противном случае образуются оксиды, препятствующие образованию прочного соединения. Только кислородно-ацетиленовая сварка не требует никакой защиты, но все-таки очень важно начинать работу с чистыми материалами.
Техника безопасности
При любом виде сварочных работ выделяются большое количество теплоты, яркий свет и испарения, которые при определенных обстоятельствах могут быть опасны для здоровья. Внимательно изучите инструкцию по технике безопасности, прилагаемую к каждому сварочному аппарату, а также главу "Техника безопасности".
Виды сварочных соединений
На рисунке 1 показаны некоторые из наиболее распространенных видов сварочных соединений для стальных листов. Каждый из них имеет свое назначение в соответствии с выполняемыми работами. Перед тем как применить новый для вас вид сварочного соединения, следует попрактиковаться на обрезках ненужного металла. При торцевой сварке толстых листов (особенно MIG-сваркой) лучше всего использовать последовательность, при которой первый проход начинается с одной стороны соединения, а второй - с другой стороны, немного выше первого, с таким расчетом, чтобы второй шов сплавился с первым. В качестве альтернативы используйте метод, показанный на рисунке 2. Здесь листы предварительно сточены под углом и сварены вместе серией проходов. Этот метод, конечно, наилучшим образом подходит для тех случаев, когда к рабочей поверхности возможен доступ только с одной стороны.
Смотрите полную версию на сайте: autoinstruction.ru
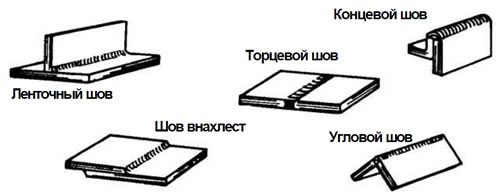
Рис. 1. Основные виды сварочных соединений
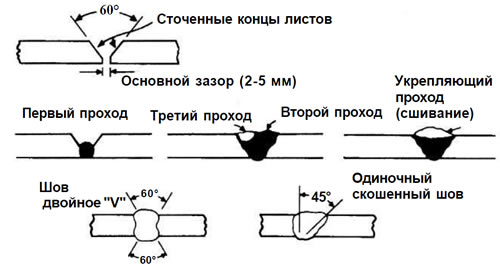
Рис. 2. Многопроходный метод сварки
Техника сварки
Для того, чтобы стать специалистом в сварке, существует только один путь - постоянная практика. В этом разделе мы изучим основные виды сварки, рассмотрев каждый из них с самого начала. В каждом подразделе рассказывается, как правильно сваривать небольшие куски металла, так как это больше всего подходит для начального этапа обучения. Затем вы сможете с легкостью работать самостоятельно и располагать свариваемые детали как вам удобно. После получения базового опыта вы сможете производить сварку над головой, лежа на спине.