
Киянки
Головка киянки обычно изготовляется из прочного дерева, а ручка - из ясеня. Стандартная круглая киянка имеет цилиндрическую головку. Киянку с утолщением иногда называют грушевидной. В настоящее время киянки изготовляются и из других материалов, таких как резина, сыромятная кожа или мягкие металлы.
Резиновая киянка с сменными головками идеально подходит для работы с алюминием и может применяться при ремонте стальных листов. На рисунке 7 показан процесс гибки металлического листа. Он начинается с центра и может выполняться при помощи киянки с утолщенной головкой на мешке с песком. Удары наносятся в центр листа и, продвигаясь по окружности, переносятся на его края до придания листу необходимой кривизны. Для придания листу правильной формы удары должны наноситься с одинаковой интенсивностью.
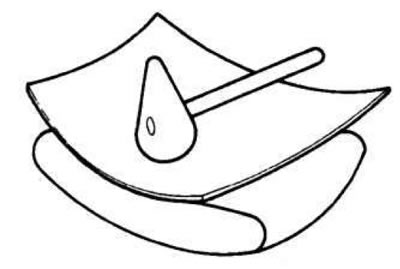
Рисунок 7.
Молотки и подкладные штампы
Выгибание поврежденных выступов
Подкладной штамп помещается в поврежденный выступ (см. рис. 8); при этом используется конец штампа, наиболее соответствующий по размеру и форме первоначальной форме выступа. К штампу прикладывается усилие, направленное вверх и наружу. Процесс следует начинать внутри выступа, постепенно переходя к внешнему краю, действуя до тех пор, пока выступ не примет первоначальную форму.

Рисунок 8.
Ложки и ударные полотна
Ложки применяются для выгибания и вытягивания поверхностей. Они также могут использоваться вместо подкладных штампов в тех местах, где прямой доступ к обратной стороне панели затруднен. Выбор ложки для конкретной работы зависит от первоначальной формы выравниваемой поверхности, удобства доступа и предполагаемых действий (черновая обработка или выравнивание).
Универсальная ложка
Восстановление панели крыши (см. рис. 9) может производиться с помощью универсальной ложки вместо искривленного подкладного штампа. На рисунке 10 показано ее использование. Возможность использования подкладки для защиты лонжерона от локального повреждения и снижения давления в данной области посредством распределения силы у опоры зависит от зазора в этом месте. Вытягивая ложку вверх от положения "a" в положение "b" с постоянной силой (см. рис.10) и сопровождая это перемещение внешними ударами по выступам, восстановите первоначальную форму панели. Часть вытягивающей силы поглощается подкладкой.
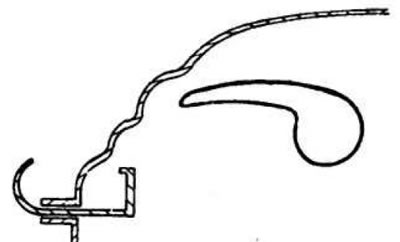
Рисунок 9. | 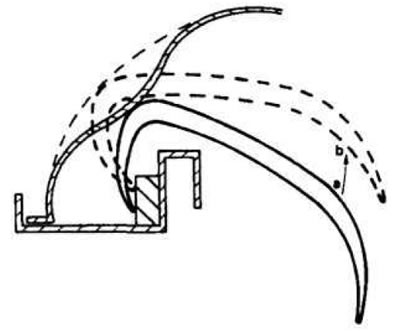
Рисунок 10. |
Ложка для внутренней рихтовки
Дверь автомобиля, например, является двойной структурой. Ее рихтовка - это хороший пример для демонстрации применения кузовных ложек. Полностью разобранную дверь положите на пол или на стол, проложив два деревянных бруска (как показано на рисунке 11). Это делается для того, чтобы панель не царапала пол, а также дает место для движения при приложении силы к ложке. После черновой обработки ложку можно перевернуть таким образом, чтобы, используя технику подкладывания и молоток, завершить рихтовку. Степень свободы ложки внутри двери зависит от степени изгиба места, подлежащего рихтовке. Если прямой доступ невозможен, следует использовать подкладочный штамп на длинной ручке. В крайнем случае можно просверлить отверстия во внутренней панели двери для осуществления доступа внутрь. Эти отверстия при сборке закрываются внутренней обшивкой.
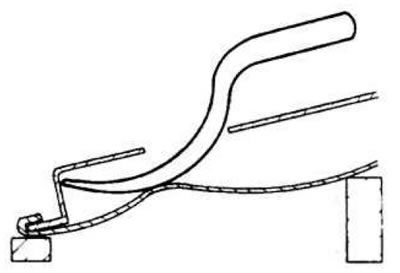
Рисунок 11.
Вытягивающая ложка
Эта ложка может быть использована для отделения внешних панелей от внутреннего каркаса, если они повреждены и сдавлены вместе (см. рис. 12). Ложку вставляют между панелью и каркасом и передвигают в стороны или вверх и вниз до тех пор, пока не будет достигнуто желаемое разделение. Лезвие ложки можно использовать при этом как подкладной штамп для выпрямления внешней и внутренней панелей (если это необходимо). Лезвие довольно тонкое, и таким образом, может быть использовано для рассоединения выступов дверных панелей или разрыва точечных сварочных швов.
Посмотрите оригинал на портале: Autoinstruction.ru
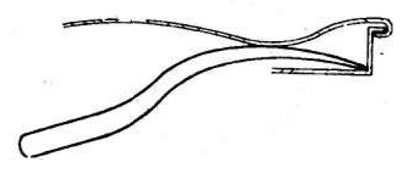
Рисунок 12.
Выпуклая ложка
Выпуклая ложка с широкой рабочей поверхностью идеально подходит в качестве подкладного штампа или ложки для работы на ограниченной поверхности (см. рис. 13).
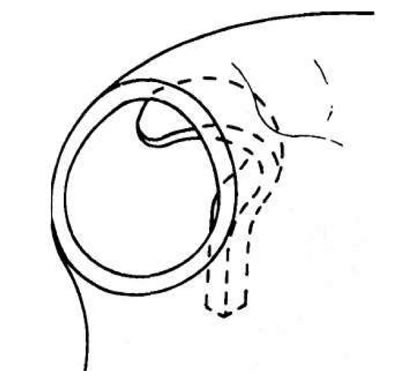
Рисунок 13.
Упругая ударная ложка
Легкая упругая ложка разработана специально для выпрямления выступов. Ложка размещается прямо на выступе (см. рис. 14), и по ней резко наносятся удары молотком, сила которых распределяется ложкой по большой поверхности. Таким образом, происходит выпрямление выступов; при этом не остается следов от инструментов и даже не повреждается краска. Интенсивность ударов должна строго контролироваться для того, чтобы не повредить окружающую поверхность. Ударная ложка не предназначена для вытягивания и выправления, и ее поверхность, как и поверхность других ударных инструментов, должна быть чистой и хорошо отполированной. Любые неровности на поверхности ложки будут передаваться на обрабатываемую панель.
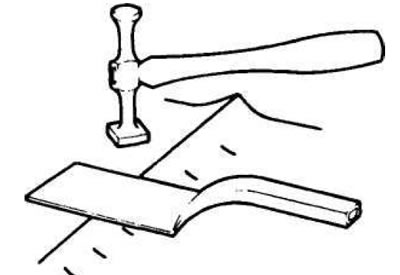
Рисунок 14.
Ударные полотна
Ударные полотна используются для ликвидации выемок и вмятин в металле с использованием подкладок и подкладных штампов, а также без них. Для выпрямления легких вмятин или волнистой поверхности подкладной штамп не требуется. Ударное полотно накладывается на панель так, чтобы удары приходились на соответствующее место (см. рис.15). Зубцы полотна удерживают металл в площади контакта и препятствуют его вытягиванию. Старайтесь ограничивать применение ударных полотен до минимума или используйте их лишь при очень мелких повреждениях, так как полотна не заменяют подкладных штампов и ложек.
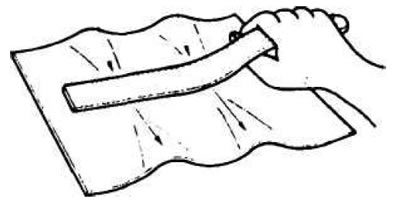
Рисунок 15.