
Выравнивание
К завершающей стадии работы с панелью на ее поверхности остаются участки с внутренними напряжениями. Начиная выравнивание, необходимо сначала точно определить место, размер и форму этих участков на ощупь или визуально. В случае большой плоской поверхности, такой как дверная панель, применяется специальная линейка. Для увеличения чувствительности проверки наощупь используют тонкие хлопчатобумажные перчатки.
Распылите маслосодержащую жидкость на окрашенную поверхность корпуса автомобиля и при помощи яркого источника света найдите дефекты поверхности. Когда напряженные области обнаружены, меры по их устранению зависят от характера и величины напряженного участка (см. раздел "Тепловое выравнивание").
Выравнивающие молотки
Для слабонапряженных поверхностей можно использовать специальные молотки (см. рис. 16) с квадратным рифленым бойком. При использовании молотков такого типа небольшая поверхность металла удерживается рифленой поверхностью бойка. Такие молотки могут использоваться при работе с алюминием в холодном состоянии, но при работе со сталью напряженные места необходимо предварительно нагревать и действовать молотком как можно быстрее, пока нагретое место не остыло. Тем не менее, будьте осторожны, потому что теплота сама может вызвать дополнительные напряжения. По возможности производите нагревание изнутри панели для уменьшения объема подготовительных работ при покраске.

Рисунок 16.
Сетчатые подкладные штампы
Для облегчения выравнивающих работ применяются специальные подкладные штампы. На рисунке 17 изображен сетчатый подкладной штамп, который имеет большую выпуклую сетчатую грань на верхней поверхности.

Рис. 17. В показанной на рисунке поверхности делается углубление, и излишний металл при помощи сетчатого подкладного штампа смещается в канавку. В более сложных случаях необходимо сделать вторую канавку под прямым углом к первой, образуя крест
Тепловое выравнивание описано в главе "Сварка, пайка и резка". В случае крайней необходимости, если уже нельзя ничего убрать с поверхности, рекомендуется оставлять на выровненной поверхности только выемки, но ни в коем случае не выступы, потому что выступы невозможно скрыть. Новичкам настоятельно рекомендуем не обращать внимание на мелкие выемки (при попытках их убрать могут возникнуть напряжения). Заканчивать работу необходимо с использованием пластмассового наполнителя, при помощи которого можно легко придать поверхности первоначальную форму.
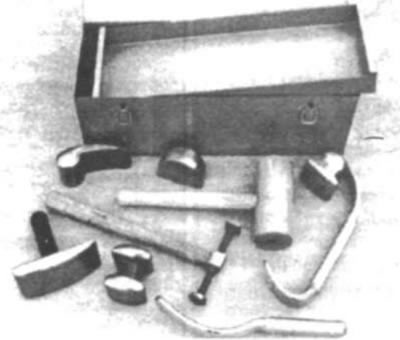
Рис. 18. Для рихтовки производятся различные наборы инструментов, которые подойдут как профессионалам, так и любителям
Отжиг
Ударные операции, проводимые с металлом, приводят к его затвердеванию (т.н. наклеп). Это особенно быстро случается с алюминием, медленнее - со сталью. Результатом является то, что металл становится жестким и пружинистым, поэтому с ним очень тяжело работать. Со сталью вопрос решается так; поверхность нагревается докрасна, затем газовой горелкой над ней производятся спиральные движения при постепенном удалении горелки, чтобы сталь медленно остывала. Используйте эту технику только тогда, когда вы производите ремонт панели, которая нуждается в значительной обработке, поскольку в этом случае слишком велика опасность возникновения искривлений. Алюминий также следует нагревать с целью отжига, но помните, что он плавится при температуре, меньшей температуры красного каления. Процесс отжига произойдет даже если алюминий охладить на воздухе или водой. Охлажденная же подобным образом сталь не отожгется достаточно хорошо.