

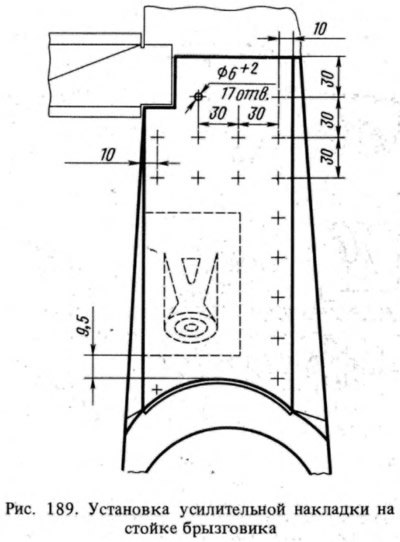
Центр отверстия под буфер в кронштейне должен быть на 97 мм выше оси верхнего рычага передней подвески, что соответствует расстоянию 9,5 мм от края кронштейна до криволинейной поверхности стойки.
В случае деформации стойки с деформацией боковых поверхностей удаляют кронштейн и выправляют стойку. Изготавливают по месту накладку из листовой стали толщиной 1,5 мм (для усиления стойки) и сверлят в ней отверстия диаметром 6—8 мм, выдерживая размеры, показанные на рис. 189. Зачищают поверхность стойки, приваривают накладку электродуговой сваркой по периметру и отверстиям. Затем приваривают кронштейн буфера, выдерживая указанные выше размеры.
[Информация представлена на сайте: www.Autoinstruction.ru]