
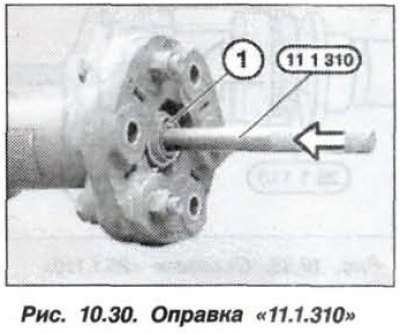
Полностью заполнить центрирующее отверстие (1, рис. 10.30) густой смазкой. Молотком с пластиковым бойком забить оправку «11.1.310» в центрирующее отверстие. При этом смазка выдавит центрирующий элемент. По мере необходимости смазку добавлять. Извлечь центрирующий элемент и удалить смазку из отверстия.
Центрирующий элемент запрессовать с использованием оправок «00.50.500» и «11.2.030», до величины выступания (А, рис. 10.31), равного 4–6 мм.
