
Проверка
Тщательно промывают блок цилиндров и очищают масляные каналы. Продув и просушив сжатым воздухом, осматривают блок цилиндров. Трещины в каких бы то ни было местах блока цилиндров не допускаются.
Если имеется подозрение на попадание охлаждающей жидкости в картер, то на специальном стенде проверяют герметичность блока цилиндров. Для этого, заглушив отверстия охлаждающей рубашки блока цилиндров, нагнетают в нее воду комнатной температуры под давлением 3 кгс/см2. В течение 2 мин не должно наблюдаться утечки воды из блока цилиндров.
Если наблюдается попадание масла в охлаждающую жидкость, то без полной разборки двигателя проверяют, нет ли трещин у блока цилиндров в зонах масляных каналов. Для этого сливают охлаждающую жидкость из системы охлаждения, снимают головку цилиндров, заполняют охлаждающую рубашку блока цилиндров водой и. подают сжатый воздух в вертикальный масляный канал блока цилиндров. В случае появления пузырьков воздуха в охлаждающей рубашке заменяют блок цилиндров.
Проверяют плоскость разъема блока цилиндров с головкой с помощью линейки и набора щупов. Линейка устанавливается по диагоналям плоскости и в середине в продольном направлении и поперек. Если неплоскостность превышает 0,1 мм, блок цилиндров заменяют.
Ремонт цилиндров
Проверяют, не превышает ли износ цилиндров максимально допустимый — 0,15 мм. Диаметр цилиндра измеряется нутромером в четырех поясах как в продольном, так и в поперечном направлениях двигателя (рис. 43). Для установки нутромера на ноль применяется калибр А.96137. В зоне пояса / цилиндры практически не изнашиваются. Поэтому по разности замеров в первом и остальных поясах можно судить об износе цилиндров.
(Статья опубликована первоначально здесь AutoInstruction.ru)
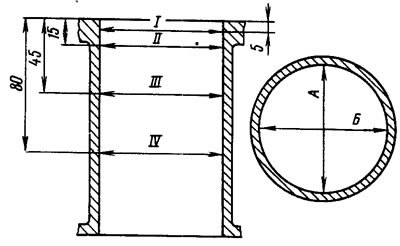
Рис. 43. Схема измерения цилиндров: А и Б — направления измерений; I-IV — номера поясов
Если максимальный износ цилиндров в зоне пояса II (зона максимального износа) превышает 0,15 мм или зазор между поршнем и цилиндром в зоне поясов III и IV превышает 0,15 мм, то растачивают цилиндры до ближайшего ремонтного размера, оставляя припуск 0,03 мм на диаметр под хонингование. Затем хонингуют цилиндры, выдерживая такой диаметр, чтобы при установке выбранного ремонтного поршня зазор между ним и цилиндром был 0,025—0,045 мм.