
Снятие и установка
Поднимают заднюю часть автомобиля и снимают колесо. Снимают тормозной барабан. Ослабив трос привода стояночного тормоза, отсоединяют от рычага 10 (см. рис. 110) ручного привода колодок наконечник троса, снимают шплинт, нажимают на палец 9 и снимают рычаг 10. Снимают направляющие пружины 5 колодок, отсоединяют верхнюю 7 и нижнюю 3 стяжные пружины колодок и снимают колодки 4.
Приняв меры, не допускающие утечку тормозной жидкости из главного цилиндра, отсоединяют от колесного цилиндра трубку подвода тормозной жидкости и заглушают входные отверстия цилиндра и трубки. Снимают колесный цилиндр 6. При замене тормозного щита 11 отвертывают болты его крепления к фланцу оси заднего колеса.
Установку деталей тормозного механизма проводят в обратной последовательности с учетом следующего:
- после установки колодок на тормозном щите убеждаются, что концы колодок правильно расположились в пазах упоров поршней колесного цилиндра и на опорной пластине;
- перед установкой барабана смазывают графитовой смазкой или ЛСЦ-15 посадочный поясок ступицы 2.
После сборки тормозных механизмов нажимают на педаль тормоза 2—3 раза с усилием 40 кгс для установки поршней в рабочее положение. После этого проверяют легкость вращения колеса (допускается легкое задевание барабана о колодки). Затем регулируют стояночный тормоз.
Разборка и сборка колесных цилиндров
Снимают защитные колпачки 2 (см. рис. 111), затем выпрессовывают (в любую сторону) из корпуса цилиндра поршни 4 в сборе с деталями автоматического регулирования зазора между колодками и барабаном. Устанавливают поршень в сборе на приспособление 67.7820.9525 так, чтобы выступы приспособления охватили головку упорного винта 10. Специальной отверткой, поворачивая поршень 4, вывертывают упорный винт 10 из поршня. Снимают с винта уплотнитель 5 с опорной чашкой 6 и сухари 8. Разъединяют упорное кольцо 9 и упорный винт 10.
Сборку автоматического устройства и самого цилиндра проводят в обратной последовательности с учетом следующего:
- упорные винты поршней затягивают моментом 0,4—0,7 кгс-м;
- прорезь А на упорных кольцах должна быть направлена вертикально вверх, отклонение от вертикали допускается не более 30°. Такое расположение прорези обеспечивает полное удаление воздуха из привода тормозного механизма колеса при прокачке тормоза;
- при запрессовке колец используют приспособление 67.7823.9532;
- для предварительного сжатия упорных колец поршни в корпус цилиндра запрессовывают при помощи специального приспособления, имеющего форму цилиндра с конусным внутренним отверстием;
- усилие запрессовки поршня в цилиндр должно быть не менее 35 кгс. При меньшем усилии заменяют упорное кольцо;
- при запрессовке поршня в цилиндр необходимо выдержать размер 4,5—4,8 мм и 67 мм (максимально) для свободной посадки тормозного барабана; перед установкой деталей в корпус цилиндра их обильно смазывают тормозной жидкостью.
После сборки проверяют перемещение каждого поршня в корпусе цилиндра. Они должны легко перемещаться в пределах 1,25—1,65 мм. Последними устанавливают на место защитные колпачки 2.
Проверка деталей
Колесные цилиндры
Проверяют чистоту рабочих поверхностей цилиндра, поршней и упорных колец. Поверхности должны быть зеркальными, без видимых неровностей, чтобы не происходило утечки жидкости и преждевременного износа уплотнителей и поршней. Дефекты на зеркале цилиндра устраняют притиркой или шлифовкой. Однако увеличение внутреннего диаметра свыше 20,7 мм не допускается. Проверяют состояние упорного винта 10 (см. рис. 111), пружины 7, опорной чашки 6 и сухарей 8. При необходимости заменяют поврежденные детали новыми. Заменяют уплотнители 5 новыми. Проверяют состояние защитных колпачков 2 и при необходимости заменяют их.
Колодки
Внимательно проверяют, нет ли на колодках повреждений и деформаций. Проверяют упругость стяжных и направляющих пружин колодок. При необходимости заменяют их новыми. Стяжные пружины не должны иметь остаточных деформаций при растяжении нижней пружины усилием 14 кгс и верхней 30 кгс (у исправных пружин витки плотно соприкасаются друг с другом). Проверяют чистоту накладок, если обнаружены грязь или следы смазки, накладки тщательно очищают металлическом щеткой и промывают уайт-спиритом. Кроме того, проверяют, нет ли утечки смазки внутри барабана. Обнаруженные неисправности устраняют. Колодки заменяют новыми, если толщина накладок стала меньше 1,5 мм. Замену проводят одновременно на обоих тормозных механизмах, т.е. обе пары.
Тормозные барабаны
Осматривают тормозные барабаны. Если на рабочей поверхности имеются глубокие риски или чрезмерная овальность, то растачивают барабаны на станке. Затем также на станке абразивными мелкозернистыми брусками шлифуют барабаны. Это увеличивает долговечность накладок и улучшает равномерность и эффективность торможения. Увеличение диаметра барабана после растачивания и шлифования допускается до 201 мм. Предельно допустимый диаметр барабана 201,5 мм. Эти требования должны строго соблюдаться, в противном случае нарушается прочность барабана, а также эффективность торможения.
Проверка колесных цилиндров на стенде
Устанавливают цилиндр на стенд, присоединяют к нему трубопровод от манометров (рис. 122) и прокачивают систему. Регулируют упоры 1 так, чтобы в них уперлись поршни колесного цилиндра. Удостоверяются в отсутствии утечки жидкости. Подключают манометр низкого давления; медленно вращая маховик управления цилиндром привода, устанавливают давление жидкости 0,5 кгс/см2. Убеждаются, что установленное давление удерживается в течение 5 мин. Повторяют аналогично испытание при давлении 1 кгс/см2; 2; 3; 4 и 5 кгс/см2.
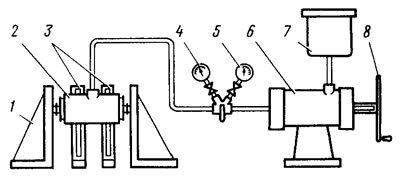
Рис. 122. Схема проверки колесных цилиндров задних тормозов: 1 - упоры поршней; 2 - испытываемый цилиндр; 3 - кронштейн цилиндра; 4 - манометр низкого давления; 5 - манометр высокого давления; 6 - цилиндр для создания давления; 7 - сосуд; 8 - маховик
Затем снижают давление и подключают манометр высокого давления. Придерживаясь указанных правил, повторяют испытание при давлении 50 кгс/см2; 100 и 150 кгс/см2. Не допускается снижение давления из-за утечки жидкости через уплотнительные элементы, соединения трубопроводов, штуцера для прокачки жидкости или через поры отливки. Допускается незначительное (не более 5 кгс/см2 в течение 5 мин) уменьшение давления, особенно при более высоких давлениях, из-за усадки уплотнителей.