
Очистка
1. Снимите с блока все наружные компоненты и электрические датчики. Для полной очистки в идеала надо вытащить технологические заглушки из блока цилиндров. Чтобы их удалить, просверлите маленькое отверстие, затем вверните саморез и удалите заглушку с помощью клещей или ударного съемника (рис. 10.1, а-в).
 |
 |

2. Соскребите все следы старых прокладок, стараясь не повредить стыковочные поверхности.
3. Снимите заглушки масляных каналов. Обычно заглушки завернуты очень туго - их можно высверлить, нарезать новую резьбу и завернуть новые заглушки при сборка.
4. Если блок очень грязный, его можно промыть паром под давлением. Очистив наружные поверхности, прочистите все каналы. Промойте их горячей водой, пока на станет вытекать чистая. Просушите как следует и нанесите слой масла на обработанные поверхности для предотвращения коррозии. Смажьте также и цилиндры. Если имеется доступ к воздушному компрессору, используйте его для ускорения сушки и продувки всех каналов.
Внимание! Будьте осторожны и при работе со сжатым воздухом обязательно наденьте защитные очки.
5. Если детали не очень грязные, их можно промыть горячей (насколько можно терпеть) мыльной водой с жесткой шаткой. Вне зависимости от используемого метода, прочистите и просушите все каналы и отверстия тщательнейшим образом. Защитите их от коррозии, как описано выше.
6. Все резьбовые отверстия должны быть чистыми, чтобы можно было вворачивать в них болты предписанным моментом, не опасаясь растрескивания блока. Для удаления из резьбовых отверстий ржавчины, остатков фиксирующего герметика и грязи и восстановления профиля резьбы прогоните отверстия соответствующим метчиком (рис. 10.6). Если возможно, продуйте резьбовые отверстия сжатым воздухом. Полезно использовать влаговытесняющую аэрозоль с соломинкой, которая обычна прикладывается к банке (типа WD-40).

Примечание: Особое внимание уделите тому, чтобы в глухих резьбовых отверстиях не осталось никаких жидкостей и масле - при заворачивании в них болтов из-за гидравлического давления могут появиться трещины.
7. Нанесите подходящий герметик на пробки масляных каналов, заверните их в отверстия блока и прочно затяните.
8. Если не планируете собирать двигатель тот час же, накройте его полиэтиленовой пленкой и храните так, чтобы не заржавел.
Проверка
9. Визуально проверьте блок на отсутствие трещин и коррозии. Проверьте резьбовые отверстия на отсутствие повреждений. Если были внутренние протечки охлаждающей жидкости, требуется проверка блока цилиндров на специальном оборудовании для выявления скрытых трещин. Если найдены подобные дефекты, отремонтируйте, если возможно, если нет - замените блок.
10. Проверьте поверхности всех цилиндров/гильз на отсутствие износа и задиров. Обычно в верхней части цилиндра/гильзы имеется неизношенный кольцевой выступ, который указывает на предел хода поршня. Если износ не очень валик, возможно, его можно расточить под ремонтный размер. Обратитесь за советом к специалистам соответствующим образом оборудованной мастерской.
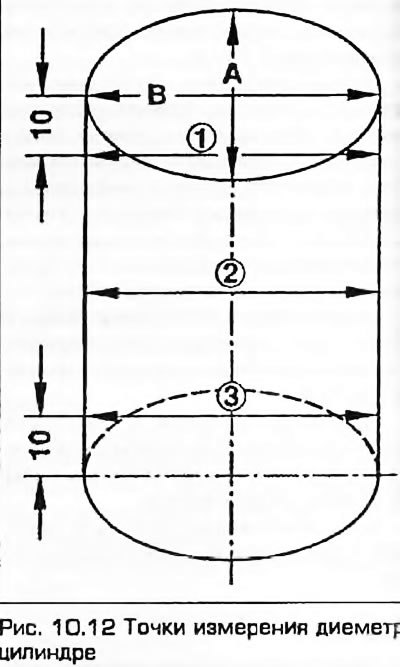
11. Измерьте диаметр каждого цилиндра вверху (в 10 мм под "огневым пояском!, в середине и в нижней части (в 10 мм от нижнего края), параллельно оси коленвала.
Примечание: Оля проведения измерений установите блок на твердую ровную поверхность (верстак). Если двигатель установлен на шатком монтажном стенде, измерения могут быть неточными.
12. Теперь проведите такие же измерения. но в плоскости, перпендикулярно оси коленвала (рис. 10.12). Если разница между полученными результатами превышает допустимую Спецификациями, значит, цилиндр имеет эллиптический или конический износ и нужно предпринимать радикальные действия - все четыре цилиндра необходимо расточить до ремонтного размера и заменить поршни на новые, также ремонтного размера.
13. Используйте результаты измерений диаметров поршней, проведанные ранее (см. параграф 7), чтобы вычислить зазор поршень/цилиндр. Производители не определяют допусков, поэтому обратитесь за советом к дилеру или специалисту по ремонту двигателей.
14. Установите блок на ровную твердую поверхность картером вниз. С помощью стальной линейки и набора плоских щупов измерьте искривление стыковочной поверхности блока с головкой. Допуски производителями не определены, однако, обычно считается допустимым искривление в 0.05 мм. Если искривление больше этого значения возможно, потребуется шлифование. Обратитесь за советом к дилеру,
15. Перед сборкой двигателя нужно отхонинговать поверхность цилиндров для лучшей приработки колец и получения максимального уплотнения. Подходящий тип хона имеет подпружиненные абразивные бруски и может вставляться в электрическую дрель. Опытные автолюбители получают удовлетворительные результаты, используя тля этого пластиковую бутылку, оклеенную наждачной бумагой.
Примечание: Если Вам доступен подобный инструмент, или Вы сомневаетесь в своем умении справиться с этой задачей, ее может выполнить специалист за умеренную плату.
16. Для выполнения этой операции потребуется один из вышеперечисленных инструментов, дрель (электрическая или пневматическая), чистая ветошь, керосин или масло для хонингования и защитные очки.
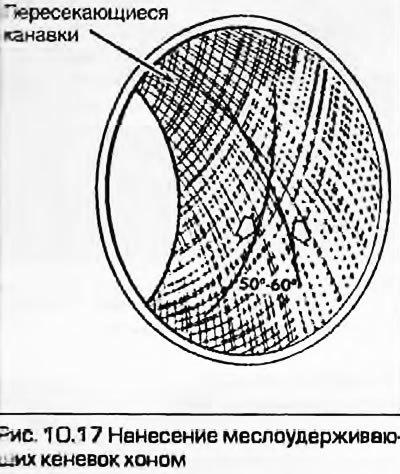
17. Установите хон в патрон дрели. Хону нужно придать возвратно-поступательное движение для нанесения перекрестных канавок на поверхность цилиндра, обильно поливая маслом для хонингования. В идеальной ситуации, канавки должны пересекаться под углом в 50...60° (рис. 10.17). При установке новых поршней, их производители могут рекомендовать хонингование под другим углом - следуйте их инструкциям.
Внимание! Будьте осторожны и при работе со сжатым воздухом обязательно наденьте защитные очки.
18. При хонинговании обильно поливайте цилиндры маслом. Не переусердствуйте, снимая металл со станок цилиндров. На вынимайте хон из цилиндра, пока не прекратилось его вращение. Вынимайте хон, поворачивая его рукой. По окончании процедуры вытрите чистой ветошью все следы масла для хонингования.
19. Протрите цилиндр ветошью и перейдите к следующему цилиндру. Закончив хонингование, смойте все абразивные следы горячей мыльной водой. Цилиндр чист, если после протирки чистая ветошь, смоченная моторным маслом остается чистой.
20. Покройте блок тонким слоем моторного масла, чтобы не заржавел при хранении.
21. Установите все компоненты, снятые в соответствии с п.1.