
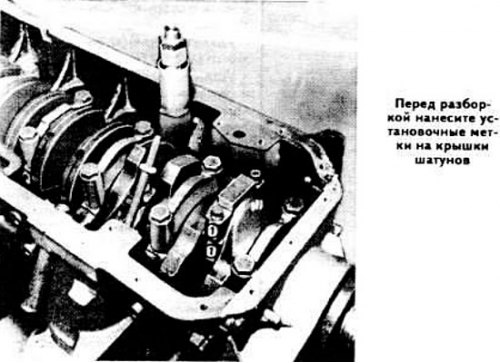
Установите головку цилиндров на подставку 11 12 100.
Снимите центральный маслопровод.
Снимите зубчатый шкив распределительного вала.
Установите коромысла впускных и выпускных клапанов всех цилиндров в положение, соответствующее наибольшему зазору между эксцентриком коромысла и торцом стержня клапана.
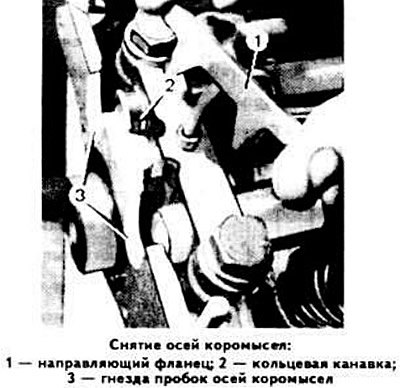
Снимите пробки с концов осей коромысел.
Снимите направляющий фланец осей коромысел и выньте пружинные держатели коромысел.
Установите шайбу и муфту для поворота распределительного вала.
Убедитесь в перекрытии клапанов 6-го цилиндра и сдвиньте коромысло клапанов 1-го цилиндра от переднего торца головки цилиндров.
Поверните распределительный вал по направлению впуска до вывешивания коромысел всех впускных и выпускных клапанов.
Снимите ось коромысел впускных клапанов.
Поверните распределительный вал по направлению выпуска до вывешивания коромысел всех впускных и выпускных клапанов.
Снимите ось коромысел выпускных клапанов.
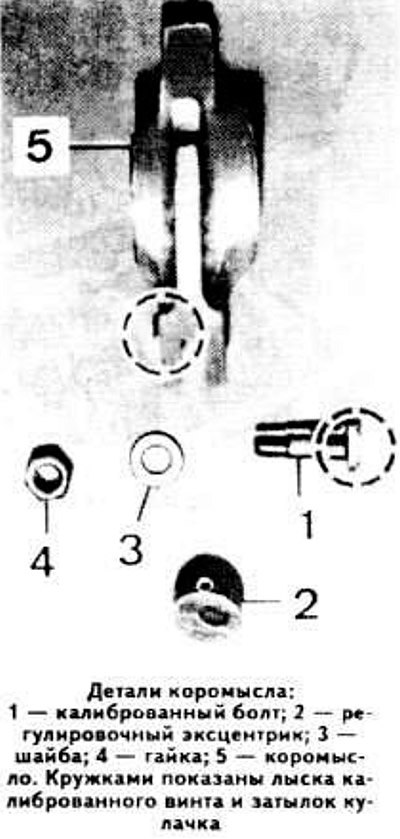
Проверьте состояние коромысел, степень износа трущихся деталей и регулировочных эксцентриков коромысел. Замените поврежденные и неисправные детали.
При установке нового коромысла направьте плоскую поверхность болта регулировочного эксцентрика в сторону затылка коромысла.
Вверните свечи зажигания в гнезда головки цилиндров и переверните головку цилиндров.
Заполните топливом камеры сгорания и проверьте герметичность клапанов.
Установите на приспособление 111060 для сжатия клапанных пружин опорную пластину 111066.
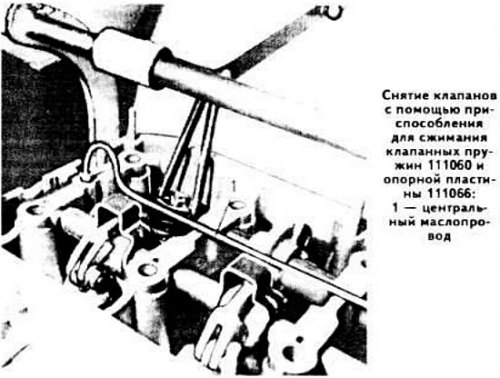
Освободите клапаны от сухарей, сжимая пружины клапанов приспособлением 111060. Снимите пружины с тарелками: выньте клапаны.
Снимите маслоотражательные колпачки с направляющих втулок клапанов.
Замена направляющих втулок клапанов
Выпрессуйте направляющую втулку клапана на холодном двигателе оправкой 111330, толкая втулку от верхней части головки цилиндров к камере сгорания.
Проверьте размеры гнезда направляющей втулки клапана в головке цилиндров. Если диаметр гнезда втулки клапана окажется больше допустимого, расточите гнездо до ближайшего ремонтного размера и запрессуйте втулку клапана соответствующего ремонтного размера.
Равномерно нагрейте головку цилиндров до температуры 220—250°С.
Действуя сверху головки цилиндров, запрессуйте втулку клапана в гнездо головки цилиндров с помощью оправки 11 1 320, отверстие которой определяет глубину запрессовки втулки клапана.
Шлифование седел клапанов и клапанов
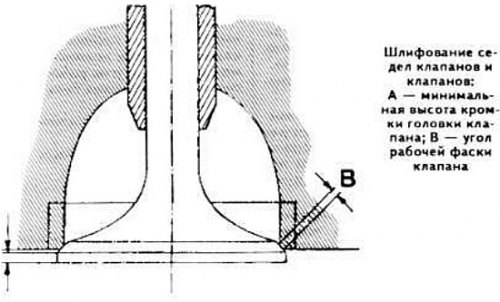
Прошлифуйте клапаны, выдерживая высоту кромки головки клапана, которая должна быть не менее 1,2 мм, и угол рабочей фаски, который должен быть в пределах 44°30'—20'.
Прошлифуйте седла клапанов и притрите клапаны.
Проверьте герметичность клапанов, как указано выше.