
Пружины клапанов
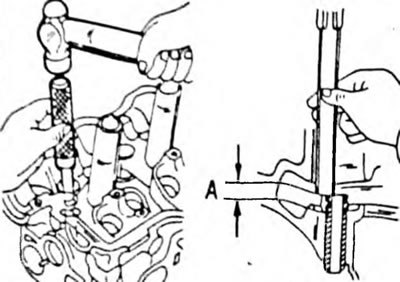
Для безупречного контроля пружин клапанов должна использоваться контрольная установка для проверки пружин. Если ее нет, бывшую в употреблении пружину можно сравнить с новой пружиной. Для этого зажать вместе две пружины друг за другом в тисках и медленно стягивать тиски. Если обе пружины сжимаются одинаково, это является признаком того, что они имеют примерно одинаковое напряжение. Но если старая пружина сжимается значительно сильнее, чем новая, то это является признаком усталости и пружины должны быть заменены в комплекте. Длина пружины в свободном состоянии может быть измерена штангенциркулем. Пружины должны иметь определенную длину, которая приведена в таблицах размеров и регулировок. Установить поочередно пружины на гладкую поверхность (стеклянную пластину) так, чтобы замкнутый виток находился с нижней стороны. Установить рядом с пружиной стальной уголок. Замерить зазор между пружинами и угол вверху (Рис. 46). Допуск различный для каждого типа двигателя. При выходе за допуск пружина имеет перекос.
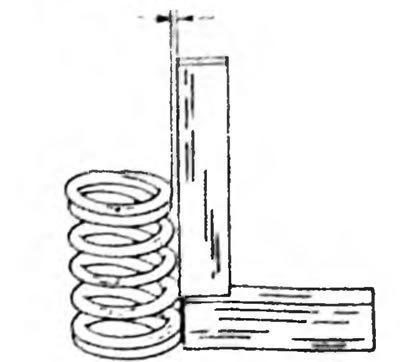
Рис.46. Проверить перекос пружин клапанов указанным способом. Перекос измеряется межу стрелками в верхней части (в зависимости от типа двигателя 2,0 или 2,5 мм)
Направляющие втулки клапанов
Очистить направляющие втулки протаскиванием тряпки через направляющие в обе стороны, смоченной в бензине. Стержни клапанов лучше очищать вращающейся проволочной щеткой, вставив ее в патрон электродрели и держа рядом с ней стержень клапана. Вставить поочередно клапаны в отверстия. Для контроля люфтов стержней клапанов в отверстиях необходимо иметь стрелочный индикатор и штангенциркуль:
- Измерить стрелочным индикатором внутренний диаметр направляющих втулок, как показано на рис. 47. Результат должен находиться в пределах от 6,01 мм до 6,03 мм (на всех двигателях).
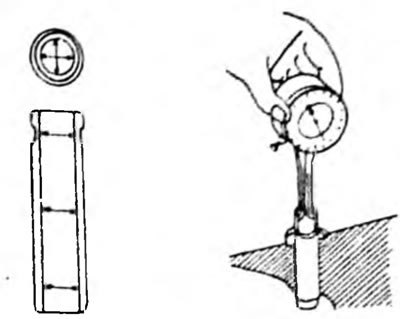
Рис. 47. Измерение диаметра направляющих втулок клапанов. В левой части рис. показаны места измерений
- Измерить наружный диаметр стержней клапанов в трех местах и направлениях, указанных на рис. 48. Номинальный наружный диаметр выпускных клапанов составляет 5,965—5,980 мм, а впускных клапанов 5,970—5,985 мм (на всех двигателях).
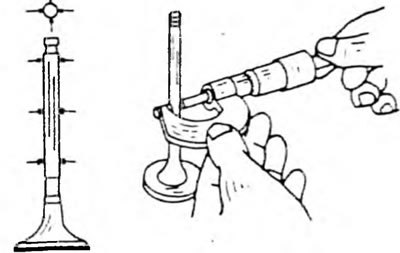
Рис. 48. Измерение диаметра стержнем клапанов. Слева показаны места измерении.
- Вычесть диаметр стержней клапанов из внутреннего диаметра направляющих втулок. Результат является люфтом стержней клапанов в отверстиях, который не должен превышать 0,08 мм для впускных и 0,10 мм для выпускных клапанов.
- Перед заменой направляющей втулки проверить общее состояние головки цилиндров. Головки цилиндров с небольшими трещинами между седлами клапанов или между седлом клапана и первым витком резьбы свечного отверстия могут быть снова установлены и обработаны, если трещины не шире, чем 0,5 мм. Проверить также деформацию поверхности головки цилиндров, что будет описано ниже.
Чтобы заменить направляющую втулку, выбить старую втулку с верхней стороны головки цилиндров. До снятия направляющих учитывать следующие пункты:
- Разогреть головку цилиндров до 80—100°С и и выбить старую направляющую втулку с верхней стороны в камеру сгорания. Выколотка должна иметь на конце выемку, соответствующую внутреннему диаметру направляющей втулки. Так мак направляющая втулка должны выбиваться под углом, головку цилиндров установить, как показано на рис. 49.
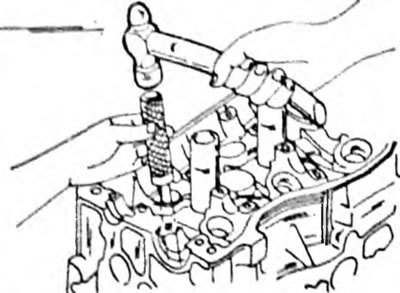
Рис. 49. Снятие направляющей втулки клапана с помощью специального инструмента.
- Измерить с помощью стрелочного индикатора внутренний диаметр отверстия в головке цилиндров. При результате измерения в пределах от 11,000 мм до 11,027 мм может быть установлена втулка с номинальным размером наружного диаметра. Если диаметр превышает 11,027 мм должна устанавливаться направляющая втулка с повышенным размером наружного диаметра. Это значит, что отверстия под направляющие втулки должны быть расточены в мастерской. Не запрессовывать в отверстия с повышенным размером наружного диаметра. При замене направляющих втулок клапанов заменяются также клапаны и необходимо притереть седла клапанов. Хорошо очистить внутренние поверхности отверстий, хорошо смазать новые направляющие и забить их со стороны распределительного вала в головку цилиндров, разогретую до 100°С так, чтобы верхний конец выступал над верхней поверхностью головки цилиндров на размер, показанный на рис. 50, на двигателе 1,6 л 12,7—13,1 мм и на двигателе 2,0 л на 8,2—8,4 мм.
Рим. 50. После запрессовки направляющей втулки клапана размер А, указанный стрелками, должен соответствовать значениям, указанным в тексте
При замене направляющей втулки клапана отфрезеровать седло клапана. Если невозможна притирка седел клапанов, не следует производить замену направляющих втулок.
Седла клапанов
Проверить износ седел клапанов. Небольшие признаки износа могут быть ликвидированы фрезой 45°. Но при большом износе седла клапанов фрезеровать заново. Заданные углы показаны на рис. 51. Ширина седла относится к обоим типам двигателей. Однако следует обеспечить угол для коррекции высоты седла клапана, то есть следует воспользоваться фрезой 60° (двигатель 1,6 л) или 75° (двигатель 2,0 л). Как уже упоминалось, при установке новых клапанов седла клапанов могут фрезероваться начисто. Сначала фрезеровать угол 45° и затем слегка обработать фрезой 30° и 60° или 75° верхний и нижний край седла, чтобы уменьшить ширину седла и отвести его в середину. Ширина рабочей фаски седла должна быть 1,0— 1,4 мм для впускных и выпускных клапанов. Доработанные седла необходимо притереть. Для этого нанести на поверхность седла клапана шлифовальную пасту и вставить клапан в седло. Установить на клапане присос и поворачивать клапан в разные стороны (Рис. 52). После притирки тщательно очистить все детали от пасты и грязи и проверить седло клапана у головки клапана и фаски седла. Непрерывное матовое кольцо характеризует ширину седла клапана и должно быть видно на обеих деталях. Нанести карандашом несколько черточек на "кольце" на головке клапана. Черточки должны быть нанесены по кругу на расстоянии 1 мм. После этого осторожно опустить клапан в направляющую втулку и седло и повернуть клапан на 90°, с прижатием клапана (использовать при этом присос). Вытащить клапан и проверить, удалились ли карандашные штрихи с фаски. Если ширина седел клапанов находится в заданных допусках, головку можно устанавливать снова. В противном случае обработать седла клапанов или заменить головку.
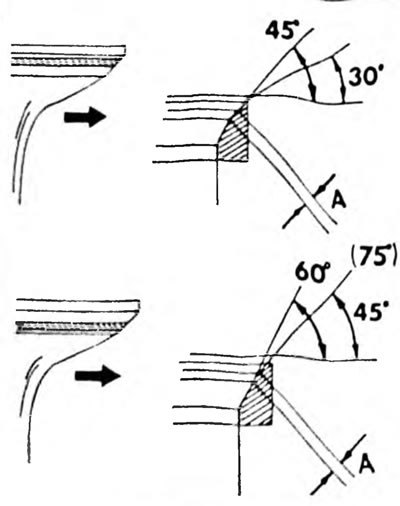
Рис. 51. Измерения седел клапанов Углы 30°, 75° (двигатели 2.0 л) и 60° (двигатели 1,6 л) обеспечиваются корректирующими фрезами. Размер между стрелками является шириной рабочей фаски седла, одинаковой для впускных и выпускных клапанов.

Рис. 52. Притирка клапана
Клапаны
Небольшие повреждения поверхностей тарелок клапанов устранить притиркой клапанов в седлах головки цилиндров, как было описано выше. Измерить клапаны по данным, приведенным в таблицах размеров и регулировок, и заменить все клапаны,размеры которых выходят из допуска. При этом следует обращать особое внимание на длину клапанов. Все данные берутся из таблиц размеров и регулировок. При длине, меньшей минимально допустимой, клапаны заменить. Если концы стержней клапанов имеют износ, они могут быть отшлифованы на шлифовальном станке, если только для коррекции требуется снять не больше 0,50 мм материала стержня и в заключение размеры будут соответствовать заданным допускам. Тарелка клапана может быть отшлифована на шлифовальном станке, при условии, что размер между стрелками (рис. 53) еще будет составлять 0,5 мм, если клапан еще можно устанавливать. Обработать на шлифовальном станке угол 44,5° (угол фаски тарелки клапана меньше, чем угол фаски седла клапана).
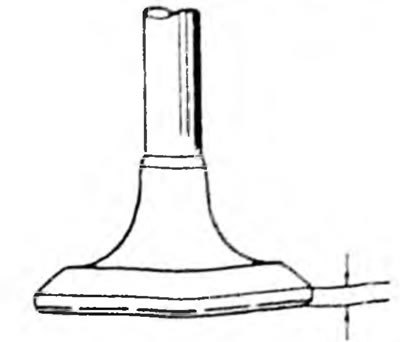
Рис. 53. Толщина края головки клапана, которая не должна быть меньше минимально допустимого размера
Головка цилиндров
Тщательно очистить поверхности головки цилиндров и блока цилиндров и проверить перекос поверхности головки цилиндров. Для этого наложить на головку линейку (рис. 54) с помощью щупов определить зазоры вдоль, поперек и по диагонали поверхности головки цилиндров. Если можно вставить щуп размером более, чем 0,05 мм, головка цилиндров подлежит замене. Такой же контроль следует провести и для поверхности, на которую устанавливается коллектор. Здесь также допустимый зазор 0,05 мм. На рис. 54 штриховыми линиями показано, в каких направлениях должны производиться измерения. Нигде зазор не должен превышать заданного максимального значения. Перекос поверхностей, контактирующих с коллекторами, не должен превышать 0.1 мм.
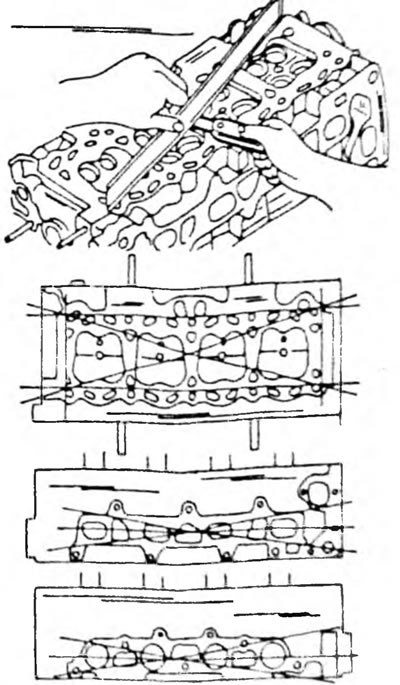
Рис. 54. Измерения поверхности головки цилиндров (сверху), поверхности установки впускного коллектора (в середине) и установки выпускного коллектора (внизу).
Распределительные валы
Вложить распределительные валы цапфами крайних подшипников в призмы или зажать в центрах токарного станка, как показано на рис. 55, и установить стрелочный индикатор у одной из средних цапф. Медленно поворачивать распределительный вал и снимать показания индикатора. Если за один оборот отклонение стрелки составит более, чем 0,04 мм (на всех двигателях), распределительный вал необходимо заменить, так как его нельзя исправить. Проверить целостность шеек подшипников и поверхности распределительных валов. При отсутствии внешних повреждений измерить высоту кулачков и люфт подшипников:
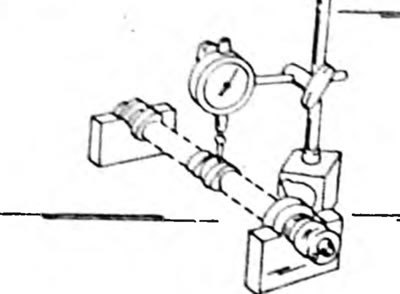
Рис.55. Измерение прогиба распределительного вала
- Измерение высоты кулачков производить микрометром, изображенным на рис. 56. Заданные размеры и границы износа приведены в таблицах размеров и регулировок.
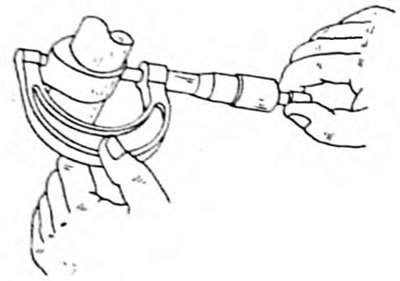
Рис. 56. Измерение высоты кулачков микрометром
- До проверки люфта подшипника проверить отсутствие отслоения металла подшипника или образования трещин. Если повреждены крышки, заменить крышки, распределительные валы и головку цилиндров.
- Очистить крышки подшипников и цапфы распределительных валов и разложить крышки по номерам подшипников.
- Люфт подшипников измеряется с помощью пластмассового волоска PLASTIGAGE. Наложить волосок на всю длину цапф (Рис. 57) и по очереди устанавливать крышки. Стрелка на всех крышках должна быть направлена вперед и номера крышек должны соответствовать номерам подшипников.
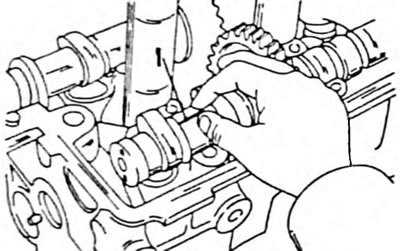
Рис. 57. Проверка люфта подшипников с помощью волоска PLASTIGAGE. наложить пластмассовый волосок (1) в указанном положении на цапфы подшипников. Показано измерение на двигателе 2.0 л.
- Осторожно постукать по крышкам молотком и вставить болты. Затянуть болты в направлении с середины наружу моментом затяжки 13 Нм (двигатель 4А-F/FE), или 19 Нм для двигателя 3S-FE. Не допускать ошибок. Распределительный вал нельзя поворачивать.
- Снова отвернуть крышки подшипников и сразу же проверить, не остался ли на крышке волосок PLASTIGAGE. В противном случае он прилипает еще также к цапфам подшипников.
- Шаблоном из комплекта PLASTIGAGE измерить ширину смятого пластмассового волоска в самом широком месте (Рис. 58 или 59). Она дает минимальный люфт подшипника. При люфте больше 0,10 мм заменить головку цилиндров и/или распределительный вал.
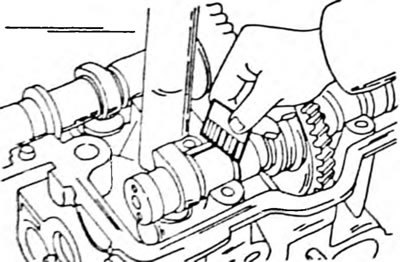
Рис. 58. Проверка ширины смятого волоска PLASTIGAGE.Показано измерение на двигателе 2,0 л
Рис. 59. Проверка ширины смятого волоска PLASTIGAGE.Показано измерение на двигателе 1,6 л
- Измерение осевого люфта распределительных валов производится в соответствии с указаниями, приведенными в главе разборки (см. также Рис. 32). Если люфт превышает 0,25 мм (определяется при разборке), заменить распределительный вал и/или головку цилиндров. На обоих двигателях следует проверять люфт зацепления обоих зубчатых колес распределительных валов. Для этого вложить распределительный вал без вторичного зубчатого колеса и установить стрелочный индикатор, как показано на рис. 60. Указанное колесо поворачивать в обе стороны и снимать показания стрелочного индикатора. Если люфт больше 0,30 мм, заменить распределительные валы.
Рис. 60. Проверка люфта зацепления между обоими зубчатыми колесами, распределительных валов. На обоих двигателях измерения проводятся одинаково
Зубчатый ремень и шестерни
Ремень со сломанными зубцами обязательно заменять. Прочими дефектами являются трещины, потертости боковых сторон, или закругления некоторых или всех колес. В этом случае следует проверить также зубцы зубчатых колес. Придерживая натяжитель ремня одной рукой, другой рукой повернуть ролик. При заклиниваниях при повороте ролика заменить натяжитель ремня. Возвратная пружина натяжного устройства должна иметь определенную длину. При этом длина измеряется между внутренними сторонами крюков пружины. На двигателе 1,6 л длина пружины должна составлять 43,3 мм; на двигателе 2,0 л длина пружины должна составлять 46,1 мм. Если пружина вытянулась, установить новую пружину.
Толкатели клапанов
Замерить внутренний диаметр отверстий под толкатели в головке цилиндров и наружный диаметр толкателей. Для этого нужно иметь внутренний и обычный микрометры. Разность размеров должна составлять не более 0,10 мм (двигатель 1,6 л), или 0,07 мм (двигатель 2,0 л). В противном случае должны быть заменены толкатели, а в худшем случае головка цилиндров.