
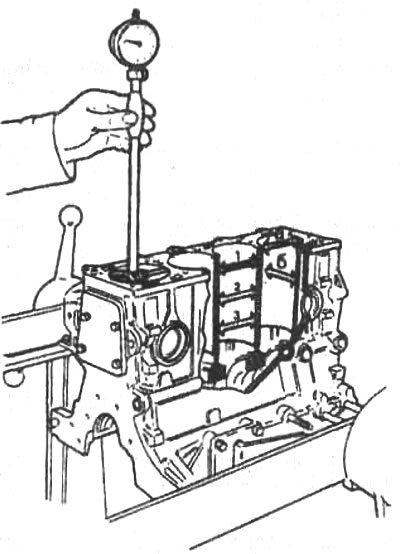
Рис. 3-5. Проверка зеркала цилиндров: 1, 2, 3 - проверка конусности; а, б - проверка овальности
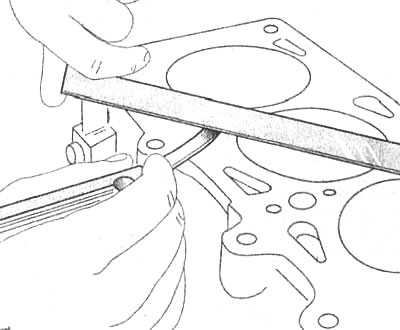
Рис. З-б. Проверка плоскостности разъема блока цилиндров с головкой
С помощью линейки и набора щупов проверить плоскость разъема блока цилиндров с головкой. Линейка устанавливается по диагоналям плоскости и в середине как в продольном, так и поперечном направлении. Допуск плоскостности равен 0,1 мм.
Проверка технического состояния поршней, поршневых колец, поршневых пальцев и шатунов
Перед проверкой удалить нагар и очистить днища поршней, поршневые кольца и их канавки. Проверить зазор между поршнями и цилиндрами с помощью набора щупов, а также зазор в замке поршневых колец. Измерить высоту поршневых колец и зазор между кольцами и канавками поршня.
В случае расточки цилиндров установить поршни соответствующего ремонтного размера. Маркировка размерной группы выбита на бобышке поршневого пальца. Измерить диаметр поршневых пальцев и проверить натяг между пальцами и бобышками поршней. Рукой вставить палец в поршень. Палец не должен выпадать из поршня под собственным весом. Проверить перпендикулярность осей отверстий головок шатунов и износ втулок верхних головок шатунов.
Собрать поршни с шатунами так, чтобы метка на кривошипной головке шатуна (рис. 3-7) и паз на юбке поршня располагались с одной стороны.
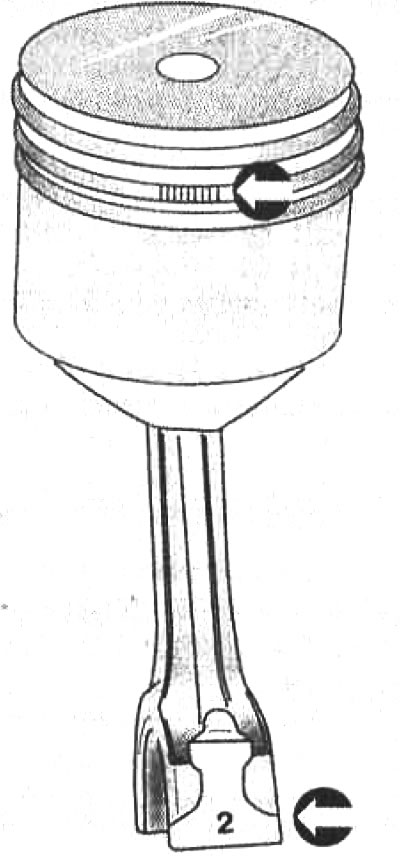
Рис. 3-7. При соединении поршня с шатуном паз на юбке поршня и метка на кривошипной головке шатуна должны быть обращены в одну сторону
Проверка технического состояния коленчатого вала
Осмотреть коленчатый вал. Трещины в любом месте коленчатого вала не допускаются. Измерить диаметры коренных и шатунных шеек. Шейки подлежат шлифовке, если их овальность или конусность больше 0,05 мм. а также если на шейках есть задиры и риски. Шлифовать шейки с уменьшением диаметра на 0,254 или 0,508 мм.
Проверить зазоры между вкладышами и шейками коленчатого вала. Тщательно очистить рабочие поверхности вкладышей и соответствующей шейки коленчатого вала. Положить отрезок пластмассовой калиброванной проволоки, равной по ширине вкладышу, на поверхность шейки. В зависимости от вида проверяемой шейки установить на шейке шатун с крышкой или крышку коренного подшипника и затянуть соответственно гайки или болты крепления. Гайки шатунных болтов сначала затягивать моментом 2,5 кгс·м, а потом довернуть на 50°, болты крепления крышек коренных подшипников моментом 11,3 кгс·м. Не допускать при этом проворота коленчатого вала двигателя. Осторожно снять крышку и по шкале, нанесенной на упаковке, по сплющиванию проволоки определить величину зазора. Более подробные сведения даются в сопровождающей документации завода-изготовителя калиброванной проволоки. Если зазор больше указанного в таблице 3-4, то заменить вкладыши на этих шейках новыми. Если шейки коленчатого вала изношены и шлифуются до ремонтного размера, то вкладыши заменить ремонтными (увеличенной толщины).
Таблица 3-4. Размерные характеристики коленчатого вала
| Характеристика | Размерная группа | |
| А | В | |
| Диаметр коренных шеек, мм | 52,995-53,004 | 52,986-52,995 |
| Толщина вкладышей коренных подшипников, мм | 1,837-1,843 | 1,843-1,849 |
| Зазор между вкладышами и коренными шейками, мм | 0,027-0,066 | 0,024-0,063 |
| Диаметр шатунных шеек, мм | 50,796-50,805 | 50,787-50,796 |
| Толщина вкладышей шатунных подшипников, мм | 1,527-1,533 | 1,533-1,539 |
| Зазор между вкладышами и шатунными шейками, мм | 0,0260,063 | 0,0230,060 |
Проверить осевое перемещение коленчатого вала, которое ограничивается двумя упорными полукольцами, установленными по обе стороны заднего коренного подшипника:
- установить индикатор на магнитной подставке на фланец коленчатого вала;
- перемещая коленчатый вал рычагом, определить по индикатору осевой зазор, который должен быть в пределах 0,049-0,211 мм.
Если зазор больше, заменить упорные кольца другими, увеличенными на 0,127 мм.