
Высверливают сверлом ∅6 мм точки контактной сварки панели (рис. 177) с щитом передка, брызговиком 8, соединителями, желобками 3 балки 7 крыши, боковинами 4 и внутренними стойками 5 рамы. Снимают панель рамы, рихтуют кромки сопрягаемых деталей и зачищают их шлифовальной машинкой с обеих сторон. Высверливают сверлом ∅5 мм отверстия на кромках новой панели в местах соединений с шагом: с усилителем 2 рамы в месте проема окна 90 мм, в проеме моторного отсека 60 мм, с щитом передка 40—50 мм, с желобками 3 боковин 30—35 мм, с боковинами 4 и стойками 5 рамы 45 мм, с балкой 7 крыши 60 мм (в месте проема окна три отверстия с шагом 400 мм), с соединителями 20—30 мм.
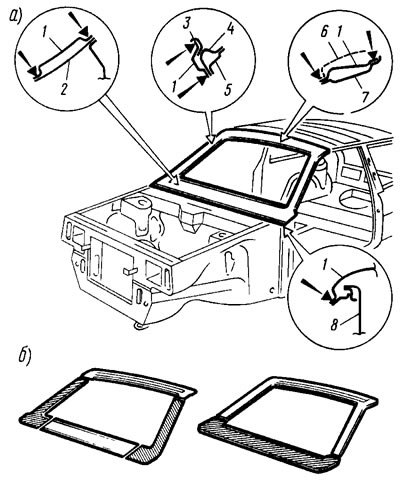
Рис. 177. Полная (а) и варианты частичной (б) замены панели рамы ветрового окна: 1 - панель рамы; 2 - усилитель рамы; 3 - сточный желобок; 4 - панель боковины; 5 - внутренний стойка рамы; 6 - панель крыши; 7 - балка крыши; 8 - брызговик. Стрелками на фрагментах показаны места сверления
Зачищают кромки панели рамы, устанавливают усилитель рамы по месту и приваривают к раме электросваркой в среде углекислого газа. Устанавливают панель с усилителем на место и фиксируют захватами. Устанавливают на место передние крылья, капот и проверяют посадку панели. Приваривают панель по углам газовой сваркой и проверяют снова посадку панели.
Снимают передние крылья и капот, приваривают панель по высверленным точкам электросваркой в среде углекислого газа проволокой Св.08Г1С и ставят на место снятые детали.
При частичной замене панели рамы ветрового окна (см. рис. 177, б) высверливают точки контактной сварки поврежденной части панели, срубают тонким острозаточенным зубилом или срезают шлифовальной машинкой поврежденную часть панели и снимают ее с рамы. Устанавливают новую часть панели на кузов, закрепляют захватами и приваривают ее по технологии замены всей панели.