
Соединение шатуна, пальца и поршня
Подобрать поршни с учетом категории размера цилиндра, выбитой на блоке или исходя из ремонтного размера, полученного после расточки цилиндров.
Проверить допуск параллельности и перекоса осей отверстий головок шатунов, который не должен превышать 0,025 мм на длине 125,4 мм, и при необходимости выправить шатуны.
Выпрессовать на прессе без нагрева поршневой палец из шатуна с помощью оправки. Поршень и поршневой палец подлежат обязательной замене.
Поместить шатун в электропечь или на нагревательную плиту мощностью 1500-2000 Вт, нагреть его до температуры 280°С, контролируя температуру нагрева с помощью термохромного карандаша.
Поршневой палец установить на монтажное приспособление и смазать маслом. Вынуть шатун из печи и зажать быстро в тисках. Надеть поршень на верхнюю головку шатуна, совместив отверстия под палец. Поршневой палец на монтажном приспособлении протолкнуть в отверстие шатуна до упора заплечика монтажного приспособления в юбку поршня.
Примечание. Для правильного соединения пальца с шатуном запрессовать палец как можно скорее, поскольку шатун быстро охлаждается и после охлаждения нельзя будет изменить положение пальца, не деформируя при этом поршень.
[Смотрите оригинал на указанном сайте: Autoinstruction.ru]
При соединении нового поршня с шатуном выдержать номинальные монтажные размеры, указанные в подразделе «Конструкция и технические характеристики».
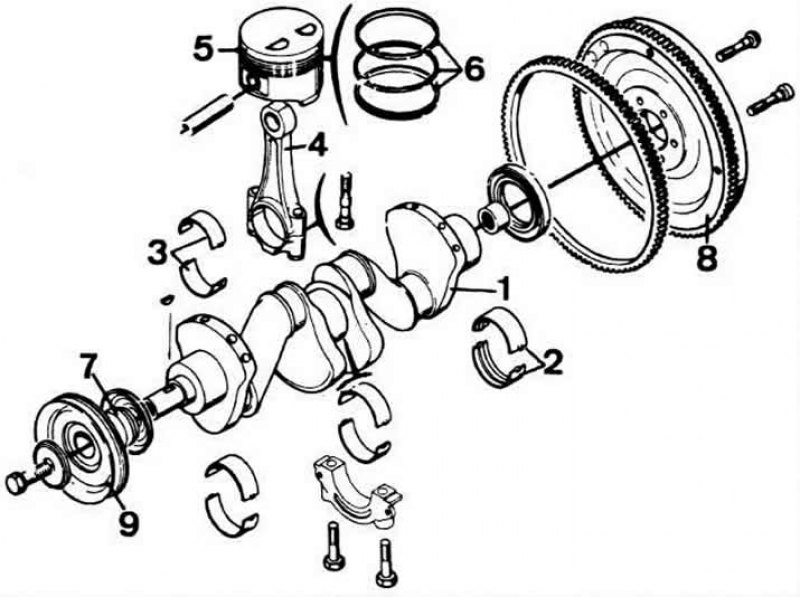
Детали кривошипно-шатунного механизма: 1 - коленчатый вал; 2 - вкладыши коренных подшипников; 3 - вкладыши шатунных подшипников; 4 - шатун; 5 - поршень; 6 - поршневые кольца; 7 - звездочка коленчатого вала; 8 - маховик; 9 - шкив коленчатого вала.