
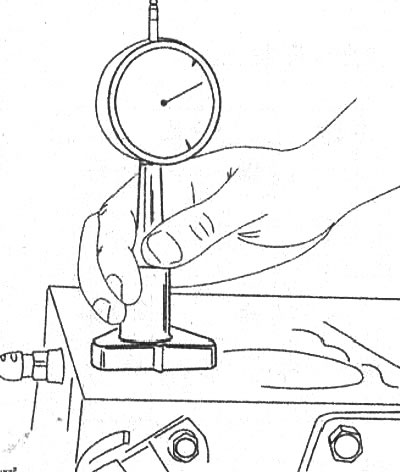
Рис. 3-55. Проверка выступания торцевой поверхности вставки вихревой камеры над плоскостью головки цилиндров
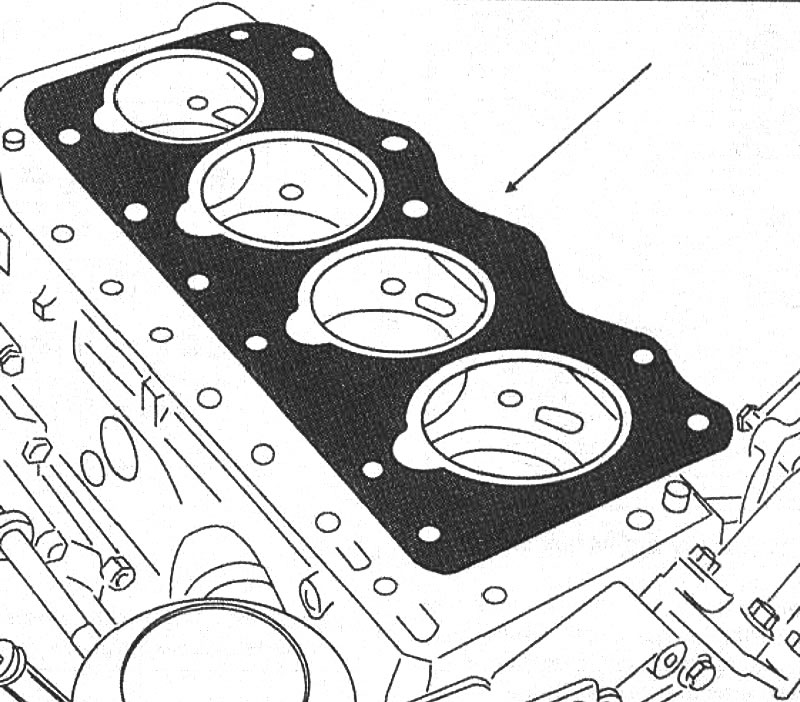
Рис. 3-56. Установка прокладки головки цилиндров
Предупреждение:В двигателе применена прокладка головки цилиндров типа Astadur, которая выполнена из специального материала. При эксплуатации данная прокладка подвержена процессу полимеризации, в результате которого она отвердевает, т. е. становится более прочной.
Для обеспечения процесса полимеризации прокладки головки цилиндров необходимо:
- хранить прокладку в нейлоновой упаковке;
- вынимать прокладку из упаковки непосредственно перед установкой на головку цилиндров;
- снята четыре раза.
Смазать маслом болты крепления головки цилиндров и завернуть их для двигателей 8144.67 и 8144.91 моментом 4 кгс·м., затем довернуть на 180°, для двигателя 8144.97 соответственно 6 кгс·м и доворот в два приема по 90° в порядке, показанном на рис. 3-51.
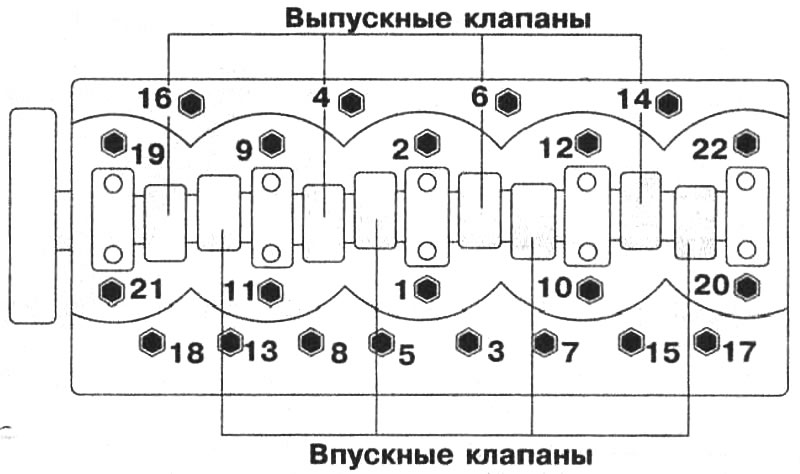
Рис. 3-51. Порядок затяжки болтов крепления головки цилиндров и расположение клапанов
Выполнить затем операции по установке головки цилиндров в порядке, обратном снятию. При этом:
- соблюдать рекомендованные моменты затяжки резьбовых соединений;
- залить свежую охлаждающую жидкость в систему охлаждения двигателя и убедиться в отсутствии утечек;
- установить начальный угол опережения впрыска топлива ТНВД, как описано ниже;
- проверить уровень масла в двигателе и при необходимости довести его до нормы.
После установки головки цилиндров запустить двигатель и оставить его работать несколько минут на холостом ходу, затем выполнить пробную поездку и убедиться в отсутствии подтеканий масла и охлаждающей жидкости.