
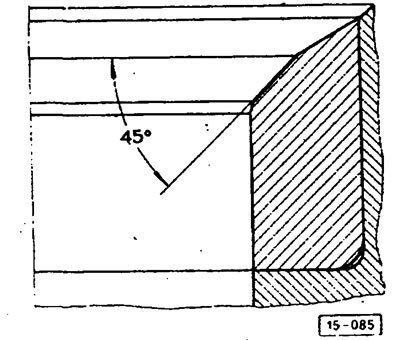
Для обеспечения безупречной центровки особенно тщательно должна быть обработана 45°-поверхность. Чтобы не вывести головку цилиндров из строя преждевременно, снять только столько материала, чтобы охватить всю ширину седла.
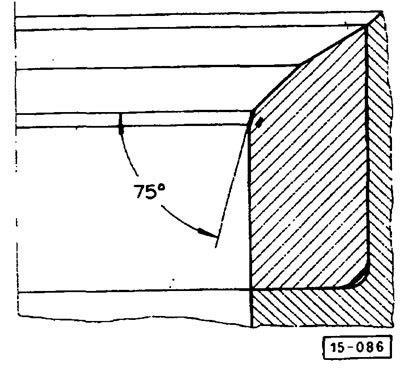
При 75° поверхности слегка подрезать под этим углом нижний край гильзы седла выпускного клапана.
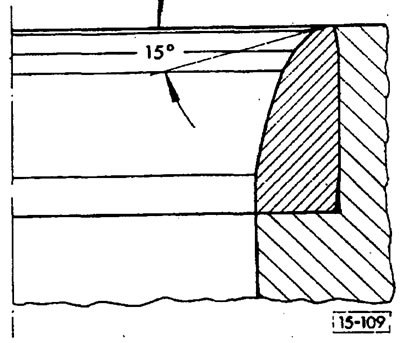
При 15° поверхности подрезать под этим углом верхний край гильзы седла так, чтобы получить следующий размер "а".
Ширина седла "а" должна находиться между 1,4 и 2,5 мм.