
Стандартное значение для впускных и выпускных клапанов: 49,3 мм;
Допустимое значение для впускных и выпускных клапанов: 49,8 мм;
Рис. 4.3.63
При обнаружении ослабления посадки седла клапана, трещин или значительных обгаров, седло подлежит замене. Выем седла производите вырезанием на станке. Перед установкой нового седла ремонтного размера зачистите гнездо от забоин и тщательно протрите.
Нагрейте головку цилиндров до температуры 250°С. Установите седло на головкутак, чтобы фаска на наружном диаметре седла была направлена в сторону направляющей втулки клапана и запрессуйте его. Проследите за плотной посадкой седла до упора и прошлифуйте фаску на седле клапана.
Шлифовку фасок седел клапанов произведите обязательно при замене направляющих клапанов, а также при износе фасок и для восстановления концентричности фасок относительно отверстий в направляющих втулках.
Обработка фаски седла производится шлифованием или, при отсутствии шлифовальной машины, зенкером. Для шлифования применяется специальная шлифовальная машинка с электрическим приводом.
Притирка клапанов к седлам необходима для обеспечения герметичности в случаях: шлифовки рабочих фасок клапанов или седел; замены направляющей втулки или клапана и при незначительных износах седел и головок клапанов.
Нанесите на фаску головки клапана тонкий слой притирочной пасты, приготовленной в виде смеси мелкого шлифовального порошка с маслом для двигателя. Смажьте стержень клапана чистым маслом и установите клапан в направляющую втулку. Закрепите клапан в приспособлении и вращайте его поочередно в обе стороны, слегка прижимая к седлу.
Не снимайте с рабочих фасок клапанов и седел слишком много металла, так как это увеличивает число ремонтов седла и клапана и тем самым сокращает общую продолжительность их службы.
К концу притирки уменьшите содержание шлифовального порошка в притирочной пасте, а с момента, когда притираемые поверхности станут гладкими и примут ровный серый цвет, притирку ведите только на масле.
Внешним признаком удовлетворительной притирки является получение замкнутого пояса одинакового матово-серого цвета на рабочих поверхностях головки клапана и его седла.
После притирки тщательна промойте клапаны и седла, чтобы паста не попала на рабочую поверхность направляющей втулки, так как паста может привести к интенсивному износу направляющих и стержней клапанов.
Проверьте герметичность клапанов.
Таблица 4.3-2
| Наименование | Диаметр седла клапана, мм | |
| Седло впускного клапана | Увеличение диаметра на 0,3 мм | 34,435 - 34,455 |
| Увеличение диаметра на 0,6 мм | 34,735 - 34,755 | |
| Седло выпускного клапана | Увеличение диаметра на 0,3 мм | 31,935 - 31,955 |
| Увеличение диаметра на 0,6 мм | 32,235 - 32,255 | |
[Статья опубликована первоначально здесь: Autoinstruction.ru]
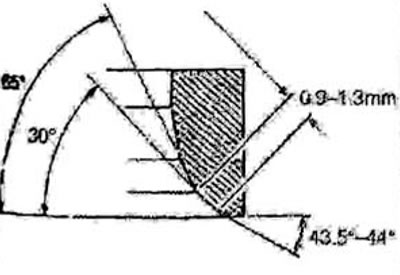
Рис. 4.3.64
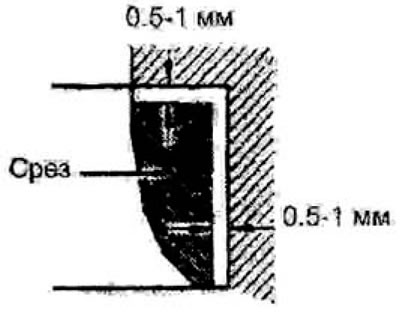
Рис. 4.3.65