
| - конусность и овальность | - 0 005 мм | |
| - рабочий зазор корренных вкладышей | 1300D | - 0 026-0 081 мм |
| 1700D | - 0 022-0.067 мм | |
| - рабочий зазор шатунных вкладышей | 1300D | - 0.022-0.084 мм |
| 1700D | - 0.028-0.075 мм | |
| - осевой зазор | 1300D | - 0.055-0.265 мм |
| 1700D | - 0.055-0.305 мм |
Подобрать вкладыш в зависимости от диаметров шеек вала и вложить их в гнезда в сухом состоянии. На вкладыши положить коленчатый вал, не вращая его, и под крышки подложить калиброванные проволочки «Plastigage». Провести измерение рабочего зазора вкладышей способом, описанным здесь (см. рис. 2.40 и 2.41). Крышки подшипников затянуть следующими моментами:
- двигатель 1300D - все 80 Н·м,
- двигатель 1700D - опора 1 (со стороны распределительного привода) 80 Н·м, остальные 113 Н·м
Если зазор отличается от требуемого, то следует определить причину (ошибка сборки, ошибка измерения, искривление деталей). Искривленный корпус надо заменить а коленчатый вал можно перешлифовать на следующий ремонтный размер.
Тем же способом измеряется рабочий зазор в шатунных вкладышах.
Закрепить коленчатый вал, покрытый маслом, и вложить опорные полукольца установочного подшипника,
С помощью индикатора измерить осевой зазор коленчатого вала (рис. 4.28). Ремонтные полукольца увеличенного размера существуют как запасные части. Оба полукольца должны иметь одну и ту же толщину, а их канавки должны быть исправлены в сторожу коленчатого вала.
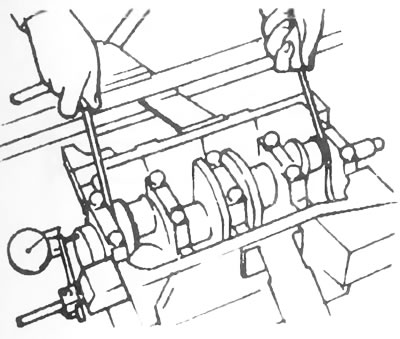
Рис. 4.28. Замер осевого зазора коленчатого вала
(Статья перепечатана отсюда: autoinstruction)
После привинчивания крышек коренных шеек вал должен легко вращаться. Если вал «заедает», необходимо найти причины этого.