
Разборка головки
Закрепить головку в зажиме 1860470000, который в свою очередь зажать в тисках.
Распределительный вал можно снять только с помощью специального приспособления 1860666000 (рис. 4.23), которое крепится над центральной опорой вала.
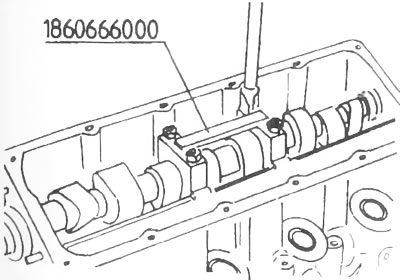
Рис. 4.23. Снятие распределительного вала
Снять боковые крышки подшипников.
Удалить приспособление и подать распределительный вправо.
Вал приподнять с левой стороны и вынуть
Распределительный вал и его опоры отложить на бок, сохраняя места элементов.
Вынуть все толкатели. Отложить, также сохраняя их положение.
Сжать приспособлением пружины клапана и вынуть сухари замка.
Если возникнут трудности, следует ударить в съемник со стороны пружин.
Ослабить приспособление и вынуть нижнюю тарелку, пружины прокладку стержня, а также верхнюю тарелку.
Вынуть клапана и отложить их таким способом, чтобы не перепутать при сборке.
Очистить головку, удалив также нагар.
Проверка плоскости головки
Положить на посадочную поверхность металлическую линейку по диагонали и определить величину возможного зазора под линейкой. Если этот зазор превышает 0.05 мм, то головку следует обработать.
Минимальная высота головки составляет 144.8 мм (рис. 4.24).
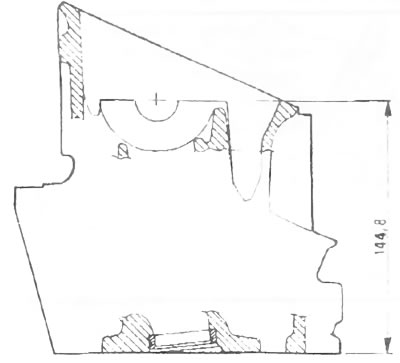
Рис. 4.24. Высота головки двигателя 1700D
Демонтаж впускных камер
Ключом 1850178000 вывинтить резьбовое кольцо (форсунка уже снята).
Удалить впускную камеру со стороны камеры сгорания.
Проверка распределительного вала и толкателей
Действуют те же принципы проверки что и в случае двигателя 1300D.
Требуемые величины:
- зазор подшипников распределительного вала 0.05-0.09 мм.
- зазор толкателя 0.005-0.05 мм.
- подъем кулачка 9.0 мм.
Если значения превышают требуемые, то элементы следует заменить.
Проверка клапанов и их гнезд
Очистить тарелку клапанов металлической щеткой.
Слегка поврежденные рабочие фаски можно обработать на шлифовальном станке для клапанов под, углом 45°30' при этом ширина края должна быть не тоньше 1.0 мм.
Клапана с сильно поврежденными или выгоревшими рабочими фасками надо заменить.
Способ обработки седел клапанов в головке был приведен здесь в описании двигателя 1300D.
Диаметры клапанов обоих двигателей разные Ширина рабочей фаски клапанов двигателя 1700D составляет 2.7 мм.
Сильно изношенные седла клапанов требуют замены, которую следует поручить специалистам из мастерской, располагающей соответствующим оборудованием.
Проверка направляющих клапанов
Клапан в сухом состоянии вставить в очищенную направляющую.
Изменить зазор способом, показанным на рисунке 4.18, он должен находиться в диапазоне 0.23-0.59 мм.
В случае превышения этих значений направляющую и клапан следует заменить.
Замена направляющей
Инструментом 1860395000 вытолкнуть направляющую со стороны пружин клапана.
Подогреть головку до температуры 80°-100°С.
Инструментом 1860751000 вставить новую направляющую, пока стержень не упрется в головку.
Остудить головку.
Развернуть отверстие направляющей разверткой 1890310000.
Всегда после замены направляющей следует обрабатывать седла клапана в головке (см. здесь).
Проверка пружин клапанов
Располагая приспособлением для проверки пружин клапанов, следует определить характеристики всех пружин и сравнить с требуемым значениями.
- длина пружины (в сжатом состоянии) - 26.5 мм.
- нагрузка - 57-62 кг.
Даже если хотя бы одна пружина не соответствует приведенным характеристикам рекомендуется замена всего комплекта пружин.
Если нет возможности воспользоваться прибором для проверки пружин, то можно поступить по методике, описанной здесь.
Сборка головки
Для установки впускных камер (рисунок 4.25 и 4.26) следует очистить седла. Затем вложить впускные камеры и стержнем отцентровать со стороны пусковых свеч.
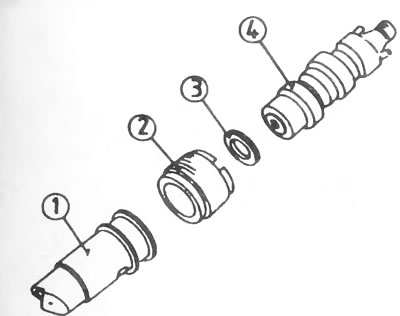
Рис. 4.25. Впускная камера и форсунка: 1 - впускная камера с шайбой (подкладкой), 2 - втулка для крепления камеры в головке, 3 - пружинное уплотнительное кольцо, 4 - форсунка
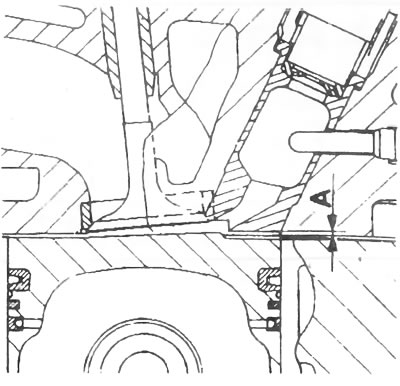
Рис. 4.26. Положение впускной камеры в головке
Завинтить резьбовые кольца моментом 118 Н·м.
Со стороны камеры сгорания измерить положение впускных камер в головке, которые могут выступать максимально на 0.055 мм или быть углублены максимально на 0.765 мм.
Снова отвинтить резьбовые кольца и под фланец впускных камер подложить шайбу (подкладку) соответствующей толщины.
Вставить впускные камеры и завинтить резьбовые кольца моментом 118 Н·м. Повторить контрольные замеры установки впускных камер.
Установить клапаны и их пружины способом, описанным для двигателя 1300D.
Вставить смазанные толкатели и проверить легкость их перемещения.
Ввести в головку распределительный вал.
Установить приспособление 1860651000 и передвинуть вал в позицию для установки наружных подшипников.
Установить наружные подшипники, снять приспособление и на его место установить центральный подшипник.
Установка зазора клапана
Зазор клапана составляет (холодный двигатель):
- 0.35 мм - для впускных клапанов.
- 0.40 мм - для выпускных клапанов.
Повернуть распределительный вал, чтобы кулачок над проверяемым клапаном был направлен от толкателя.
Измерить щупом зазор между кулачком и толкателем Соответствующий щуп должен входить с определенным сопротивлением.
Для регулировки зазора служат пластинки толщиной от 3.25 до 4.70 мм, с шагом 0.05 мм. Для замены пластинок следует использовать приспособление 1860724000, иначе можно повредить головку (рис. 4.27).
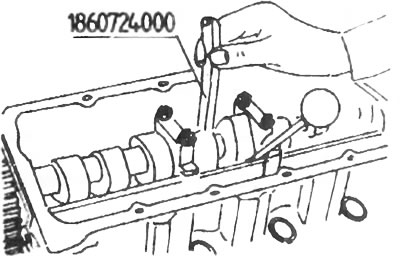
Рис. 4.27. Замена регулировочной пластинки
Подцепив маленькой отверткой вынуть пластинку из углубления в толкателе.
Определить толщину пластинки микрометром.
Новую подобранную пластинку вставить в сухом состоянии и повторить проверку зазора.
Примечание: Использованные пластинки не годятся для дальнейшего использования, так как могут вызвать повреждение распределительного вала.
Установить на головку ранее снятые детали (приведенные здесь). Все прокладки должны быть заменены на новые.
Остальные работы па сборке головки двигателя 1700D проводятся так же, как для двигателя 1300D.