
Демонтаж головки
После снятия головки ее следует разобрать и, при необходимости отремонтировать.
Закрепить головку в держателе 1860470000 и зажать в тисках.
Снять боковой кожух и фланец.
Демонтировать подшипники распределительного вала и пометить их положение.
Вынуть распределительный вал из головки.
Демонтировать толкатели клапанов и изнутри обозначить места их установки.
Соответствующим приспособлением сжать пружину клапана и вынуть освобожденные сухари замка. Если сухари не выпадают, надо слегка ударить сверху в приспособление. Ослабить нажим приспособления.
Снять верхнюю тарелку пружины, прокладку стержня, а также нижнюю тарелку.
Все детали одного клапана следует держать вместе, чтобы они могли бы во время монтажа вернуться на свое место.
Ключом 1852141000 вывинтить пусковые свечи.
Очистить головку, удалив остатки нагара.
Обработка поверхности прилегания головки.
На разметочной плите проверить плоскость поверхности головки.
Если отклонение не превышает 0.2 мм, то не требуется снимать впускные камеры.
Если отклонение в пределах 0.2-0.4 мм, то впускные камеры надо вынуть и после зашлифовки материала вернуть в головку
Необходимые компенсационные подкладки (шайбы) поступают как запасные части.
Если отклонение превышает 0.4 мм то головку надо заменить.
Демонтаж впускных камер (если отклонение плоскости превышает 0.2 мм).
После демонтажа форсунки вывинтить специальным ключом 1850178000 резьбовое кольцо.
Выбить впускную камеру со стороны камеры сгорания.
Очистить отверстие и вставить впускную камеру с подложенным распорным кольцом. Резьбовое кольцо затянуть моментом 118 Н·м.
Проверка распределительного вала и толкателей.
На подшипниковых шейках не должно быть никаких царапин. Сточенные кулачки, либо со следами износа, требуют замены распределительного вала.
Если на боковых поверхностях толкателей клапанов обнаружится износ, необходимо заменить головку
Требуемые контрольные величины для распределительного вала и толкателей:
- зазор подшипника распределительного вала 0.03-0.07 мм.
- зазор толкателя - 0.005-0.05 мм.
- подъем кулачка - 9.2 мм.
Вышеназванные детали необходимо заменить, если зазоры превышают предельное значение либо высота (подъем) кулачка слишком мала.
Проверка клапанов
Очистить тарелки клапанов металлической щеткой.
Проверить нет ли следов износа на стержнях клапанов.
Если седла клапанов сильно повреждены либо обгорели, то соответствующие поверхности можно восстановить на шлифовальном станке для клапанов, обрабатывая их под углом 45° и 30°. Минимальная высота края тарелки клапана составляет 1.0 мм.
Проверка направляющих клапанов
Очистить и протереть направляющую.
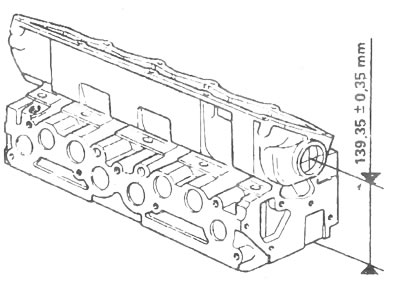
Рис. 4.17. Высота головки двигателя 1300D
Ввести в направляющую сухой стержень клапана и измерить биение, как показано на рисунке 4.18. Зазор не должен превышать 0.25 мм.
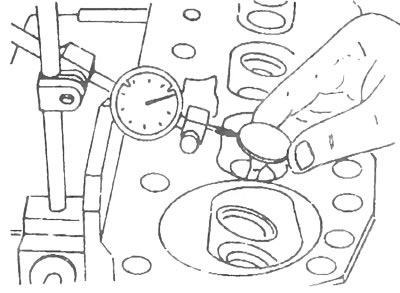
Рис. 4.18. Замер зазора клапана в направляющей
Если зазор окажется больше, то клапан и направляющую необходимо заменить.
Обработка седел клапанов и притирание клапанов
После замены направляющей следует соосно обработать седло клапана (рис. 4.19).
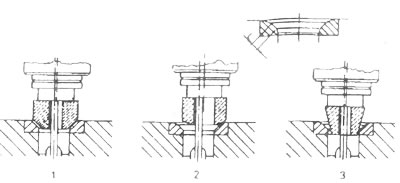
Рис. 4.19. Фрезерование седел клапанов: 1 - фрезерование коническом фрезой с углом наклона 44 30°, 2 - корректировка рабочей фаски фрезой с углом 20°, 3 - установление ширины рабочей фаски фрезой с углом 75°, L - требуемая ширина рабочей фаски наклоненной под углом 45°
Наклон рабочей фаски составляет 45°, а ее ширина 2.0 мм (для впускного и выпускного клапанов).
Углы верхней и нижней коррекции составляют 20° и 75°.
(Источник расположен на сайте: Autoinstruction.ru)
Используя корректировочные фрезы сделайте рабочую фаску клапана так, чтобы ее поверхность начиналась 0.5 мм от наружного края тарелки клапана. Это можно скорректировать, слегка притирая клапан.
Покрыть рабочую фаску мелкозернистой пастой для шлифования. Клапан следует вращать попеременно в одну и в другую стороны, периодически поднимая его, чтобы избежать сухого трения. Поверхность рабочей фаски теперь будет выглядеть в виде матово-серого кольца. Снаружи должно образоваться гладкое кольцо шириной 0.5 мм. Фрезеруя сверху и снизу поверхность рабочей фаски, можно скорректировать ее положение.
Если седло клапана надо заменить, то лучше всего эту работу поручить специализированной мастерской.
Измерение высоты стержня клапана
К головке прикрепить специальное приспособление 1896231001. Вставить в направляющие клапана и специальным шаблоном 1896231003 проверить положение концов стержней клапанов (см. рис. 4.20).
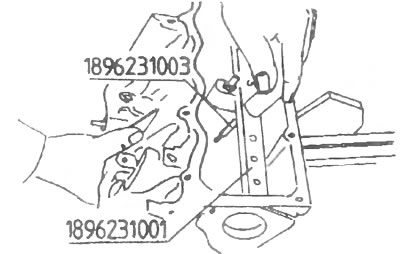
Рис. 4.20. Измерение величины выступания стержня клапана
Конец стержня можно шлифовать, снимая не более 0.5 мм материала. Если этого не достаточно, необходимо будет заменить седло клапана.
Проверка пружин клапанов
Используя прибор для проверки пружин клапанов, можно проверить характеристики всех пружин.
Требуемая упругость пружин.
| Нагрузка | Высота | |
| Пружина наружная | 38 кг | 36.0 мм |
| 59 кг | 26.5 мм | |
| Пружина внутренняя | 14.5 кг | 31.0 мм |
| 27.0 кг | 21.5 мм |
Если хотя бы одна из пружин имеет неправильные характеристики, то необходимо заменить все пружины.
В случае отсутствия специального прибора можно воспользоваться следующей методикой:
- взять две новые пружины (наружную и внутреннюю).
- новую пружину закрепить в ряд со старой на длинном болте.
- завинчивая гайку, сжимать пружину, пока новая пружина не станет контрольной длины. Сравнить длины обеих пружин, которые не должны отличаться более чем на 0.5 мм.
- всегда сравнивать обе контрольные длины.
- если хотя бы одна из пружин не укладывается в необходимый допуск следует заменить весь комплект пружин.
Проверка положения впускной камеры
Впускная камера должна отстоять на 0.1-0.5 мм от посадочной поверхности головки. Для проверки положения впускной камеры следует использовать глубиномер.
Размер этот можно регулировать изменяя толщину подкладки под фланцем впускной камеры.
Сборка головки
Вставить в направляющие клапана со смазанными стержнями.
Вложить нижние тарелки пружин.
Одеть на стержни прокладки и втолкнуть их приспособлением 1860313002.
Вставить пружины и верхние тарелки.
Специальным приспособлением сжать пружины и вставить сухари замка. Ослабить давление приспособления и проверить правильность сборки замка.
Вставить смазанные толкатели клапанов, обращая внимание на легкость их перемещения.
Вставить в головку распределительный вал.
Установить крышки подшипников и затянуть моментом 20 Н·м.
Надеть боковые крышки подшипников.
Установка зазора клапанов
Требуемый зазор клапанов (двигатель холодный):
- 0.3 мм для впускных клапанов.
- 0.4 мм для выпускных клапанов.
Повернуть распределительный вал так чтобы кулачок над проверяемым клапаном был направлен от клапана.
Измерить щупом зазор между кулачком и толкателем.
Соответствующий щуп должен входить с легким сопротивлением.
Для регулировки зазора служат пластинки от 3.25 до 4.70 мм с шагом 0.05 мм.
Приспособлением 1860671000 вдавить толкатель вниз и, подцепив небольшой отверткой, вынуть пластинку из углубления (рис. 4.21 и 4.22). Микрометром определить толщину пластинки.
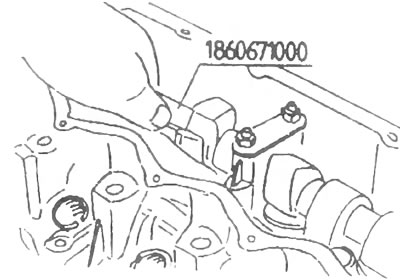
Рис. 4.21. Приспособление для замены регулировочной пластинки
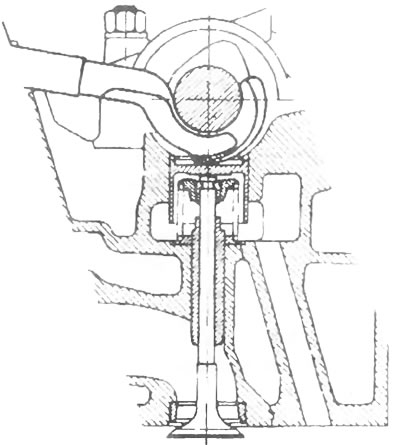
Рис. 4.22. Замена регулировочном пластинки
Вставить подобранную пластинку в сухом состоянии и проверить зазор клапана. Всегда следует использовать вышеназванный прибор, иначе можно повредить головку.
Примечание: Нельзя снова использовать изношенные пластинки, так как это грозит повреждением распределительного вала.
Установить на головку ранее снятые детали (приведенные здесь). Все прокладки должны быть заменены на новые.