
Шатуны
1. Проверьте осевой зазор между поршнем и шатуном. Используя набор щупов, измерьте осевой зазор, перемещая шатун вперед/назад. Если осевой зазор шатуна превышает стандартное значение, необходимо заменить его новым. Если после установки нового шатуна осевой зазор превышает стандартное значение, необходимо заменить коленчатый вал в сборе.
Примечание: Стандартная величина зазора: 0,05 - 0,31 мм.
2. Измерьте зазор в шатунных подшипниках.
Нанесите установочные метки на шатун и шатунную крышку, для правильной установки.
Отверните два болта крепления шатунной крышки.
Снимите шатунную крышку вместе с нижним вкладышем подшипника.
Очистите и промойте вкладыш и шатунную шейку коленчатого вала.
Положите специальный пластиковый калибр на шатунную шейку вдоль оси коленчатого вала.
Установите шатунную крышку и затяните болты крепления моментом затяжки 27,5 - 31,4 Нм.
Внимание. Не проворачивайте коленчатый вал.
Отверните два болта крепления и снимите крышку шатуна.
Измерьте толщину пластикового калибра (шкала прилагается к набору).
Примечание: Стандартная величина зазора в: подшипниках: 0,024 -0,052 мм.
Если пластиковый калибр после снятия слишком широкий или слишком тонкий, необходимо извлечь верхний вкладыш и установить новый. Затем повторите измерение зазора в подшипнике. Подбирать вкладыш необходимо по цвету маркировки (см. таблицу ниже).
Внимание. Не подкладывайте шайбу и не царапайте поверхность вкладыша для регулировки зазора.
Если зазор в подшипнике по-прежнему слишком велик или мал, необходимо установить следующий вкладыш и повторить измерение.
Примечание: Если подбором вкладышей зазор в подшипниках отрегулировать невозможно, необходимо заменить коленчатый вал в сборе и повторить регулировку.
Внимание. Если на вкладыше из-за нагара не видно идентификационной метки, необходимо его промыть в растворителе. Запрещается чистить вкладыш скребком или металлической щеткой.
3. Ниже указано месторасположение идентификационной метки шатуна.

Размеры шатуна
4. Расположение идентификационной метки коленчатого вала.
Размеры коленчатого вала
5. Расположение идентификационных меток на вкладыше подшипника шатуна
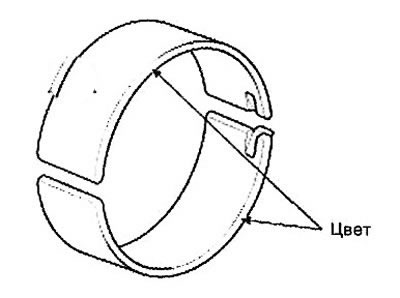
Размеры вкладыша

Подбор вкладышей

6. Проверьте техническое состояние шатунов:
Во время повторной установки следите за тем, чтобы номера цилиндров, которые были проставлены на шатуне и крышке при разборке, совпадали. При установке нового шатуна следите за тем, чтобы выемки для удержания подшипника на месте оказались на одной стороне.
Если упорные поверхности шатуна на любом из концов повреждены, замените шатун. Кроме того, замена шатуна требуется в случае износа ступеней или сильной шероховатости поверхности внутреннего диаметра малой головки.
С помощью специального инструмента проверьте шатун на прогиб и скручивание. Если измеренное значение близко к ремонтному пределу, восстановите надлежащее состояние шатуна с помощью пресса. Любой сильно изогнутый или деформированный шатун подлежит замене.
Примечание:
- Допустимый прогиб шатуна: не более 0,05 мм/100 мм.
- Допустимое скручивание шатуна: не более 0,1 мм/100 мм.
Коленчатый вал
1. Измерьте зазор в подшипниках коленчатого вала. Для этого:
Отверните болты крепления и снимите крышки коренных опор вместе с вкладышами подшипников.
Очистите все коренные опоры и вкладыши подшипников.
Уложите на каждую коренную шейку коленчатого вала специальный пластиковый калибр.
Установите все крышки коренных опор и затяните болты крепления с моментом затяжки 49,0 Нм.
Внимание. Не проворачивайте коленчатый вал.
Снова снимите крышку и подшипник, измерьте толщину пластикового калибра (шкала прилагается к набору).
Примечание: Стандартная величина: 0,026 - 0,044 мм.
Если величина измерений слишком большая или маленькая, снимите верхний и нижний вкладыши подшипника, установите новые, подберите по цвету метки подшипник, перепроверьте зазор.
Внимание. Не шлифуйте и не царапайте подшипники или крышки, чтобы отрегулировать зазор.
Если прибор показывает, что зазор по-прежнему не стандартный, установите больший или меньший подшипник и проверьте зазор снова.
Примечание: Если подбором вкладышей зазор в подшипниках отрегулировать невозможно, необходимо заменить коленчатый вал в сборе и повторить регулировку.
Внимание. Если на вкладыше из-за нагара не видно идентификационной метки, необходимо его промыть в растворителе. Запрещается чистить вкладыш скребком или металлической щеткой.
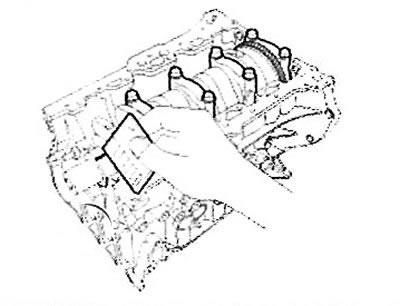
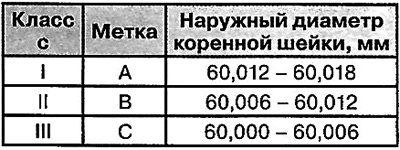
2. Расположение меток характеризующих внутренний диаметр коренных опор коленчатого вала.
Блок цилиндров
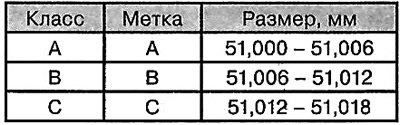
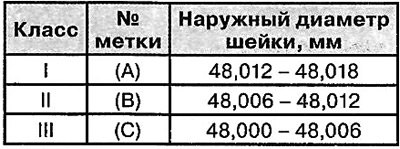
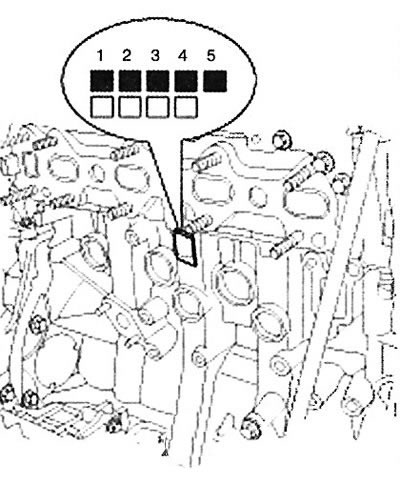
3. Расположение меток на коленчатом валу.
Примечание: Читайте порядок расположения меток согласно стрелке на рисунке ниже.
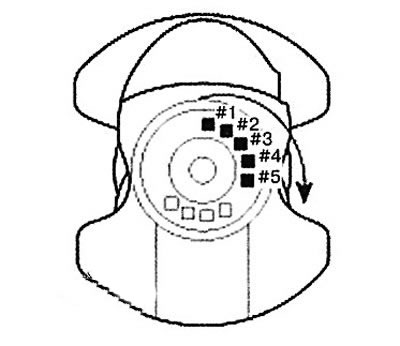
Размеры коленчатого вала (коренные шейки)
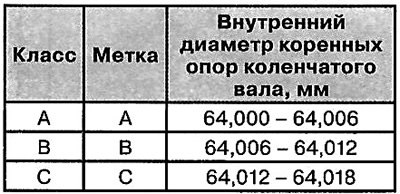
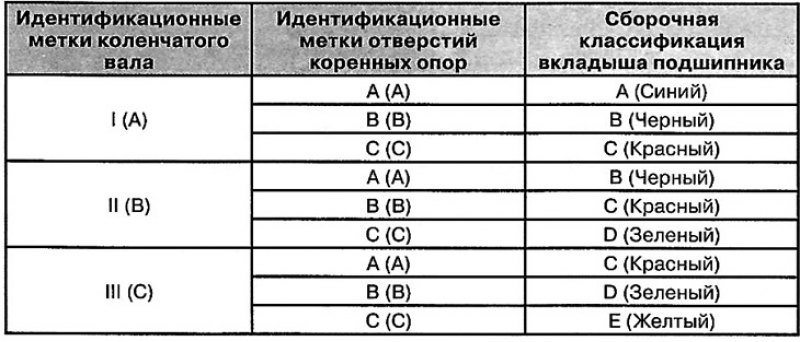
4. Расположение идентификационных меток на вкладыше коренной опоры.
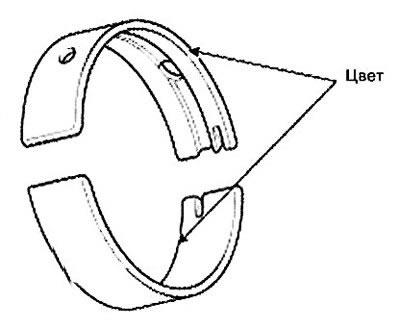
Размеры вкладышей коренных опор
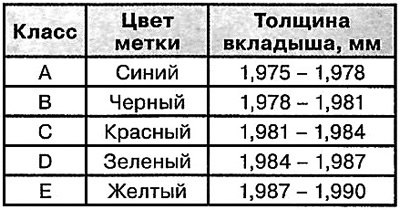
Подбор вкладышей коренных опор
5. Проверьте осевой зазор коленчатого вала:
Используя индикатор часового типа, измерьте осевой зазор коленчатого вала, перемещая его отверткой вперед/назад.
Примечание:
- Стандартная величина осевого зазора: 0,07 - 0,25 мм.
- Предельно допустимая величина: 0,30 мм.
Если величина осевого зазора превышает допустимый предел, необходимо заменить упорные подшипники.
Примечание: Толщина упорных подшипников: 1,925 - 1,965 мм.
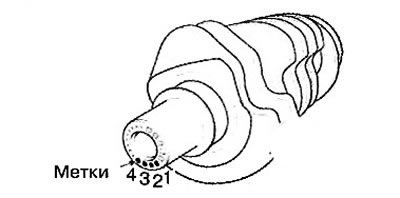
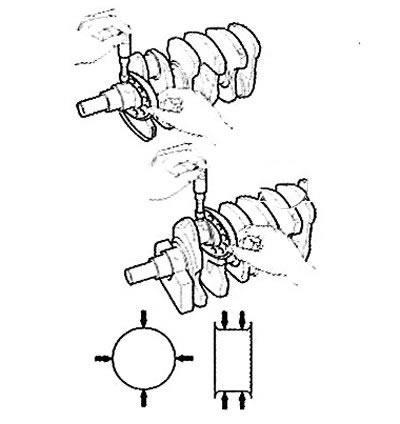
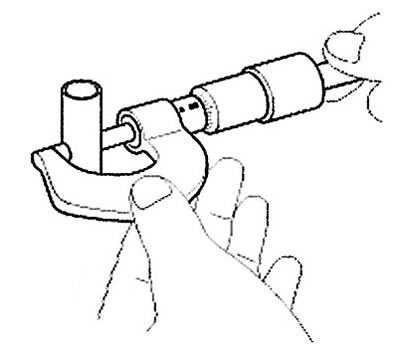
Используя микрометр, измерьте наружный диаметр коренных и шатунных шеек коленчатого вала. Измерение производите в двух взаимно перпендикулярных плоскостях, как показано на рисунке.
Примечание:
- Диаметр коренных шеек коленчатого вала: 60,000 -60,018 мм.
- Диаметр шатунных шеек коленчатого вала: 48,000 - 48,018 мм.
Блок цилиндров
1. Удалите с поверхности разъема блока цилиндров с головкой остатки герметика, используя скребок.
2. Используя мягкую щетку и растворитель, очистите блок цилиндров.
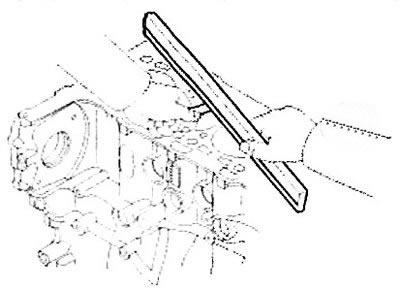
3. Используя специальную линейку и набор щупов, измерьте неплоскост-ность поверхности контакта блока цилиндров с головкой.
Примечание: Стандартная величина не-плоскостности: менее чем 0,05 мм.
4. Визуально проверьте зеркало цилиндра на наличие глубоких царапин и задиров. При обнаружении дефектов, замените блок цилиндров в сборе.
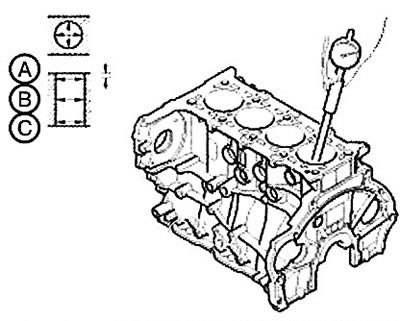
5. Используя нутромер, измерьте внутренний диаметр цилиндров в двух перпендикулярных плоскостях в трех местах.
Примечание:
- Место измерений (от верхней части блока цилиндров): 10 мм (А); 80мм (В); 150 мм (С).
- Стандартная величина внутреннего диаметра: 84,000 - 84,030 мм.
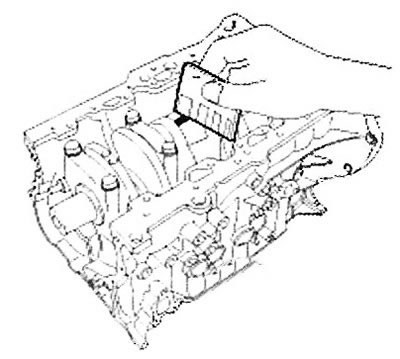
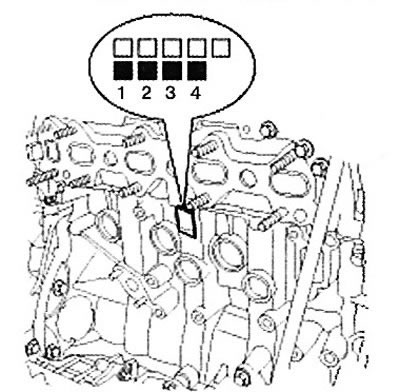
6. Проверьте на нижней части блока цилиндров код размера цилиндра.
 |
 |
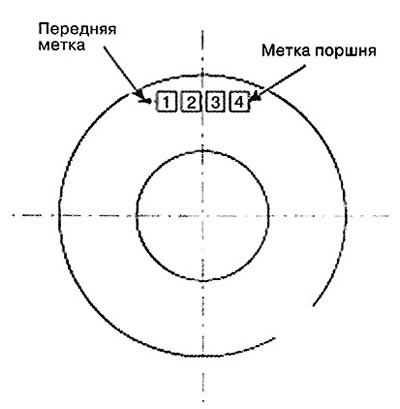
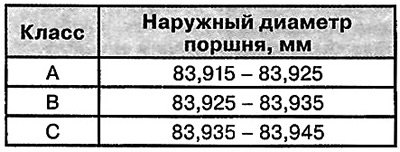
7. Проверьте код размера поршня, на его днище (указано на рисунке).
 |
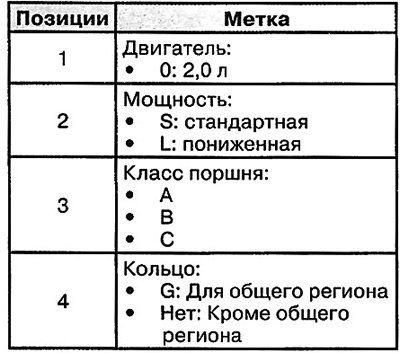 |
8. Подберите поршень по отношению к внутреннему диаметру блока цилиндров. Зазор между поршнем и цилиндром должен составлять 0,075 -0,095 мм.
Поршни и поршневые кольца
1. Очистите поршневые кольца.
Используя специальный скребок, удалите с поверхности колец нагар.
Используя специальный инструмент или поломанное кольцо, очистите выборки под кольца в поршне.
Используя растворитель и щетку промойте и очистите поршень.
Примечание: При очистке не используйте щетку с металлической щетиной.
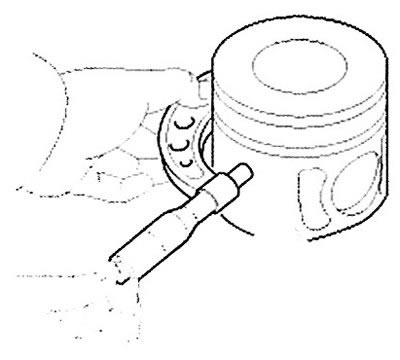
2. Используя микрометр, измерьте наружный диаметр поршня в плоскости поперечной оси поршневого пальца и на расстоянии 10 мм от его верхней поверхности, как показано на рисунке.
Примечание: Стандартный диаметр поршня: 83,915-83,945 мм.
3. Разность между наружным диаметром поршня и внутренним диаметром цилиндра — зазор.
Примечание: Стандартное значение: 0,075 - 0,095 мм.
4. Измерьте боковой зазор поршневых колец:
Используя набор щупов, измерьте зазор между новыми поршневыми кольцами и выборкой в поршне. Если зазор поршневых колец превышает допустимую величину, необходимо заменить поршень в сборе.
Примечание: Стандартная величина бокового зазора: 0,102 - 0,146 мм (компрессионное №1), 0,070-0,110 мм (компрессионное №2) и 0,030 -0,070 мм (маслосъемное).
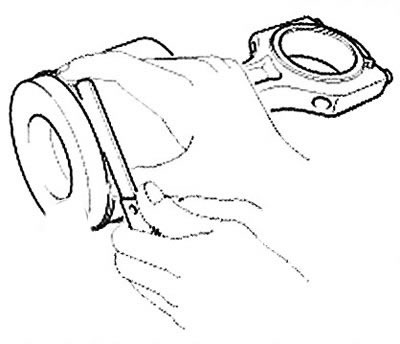
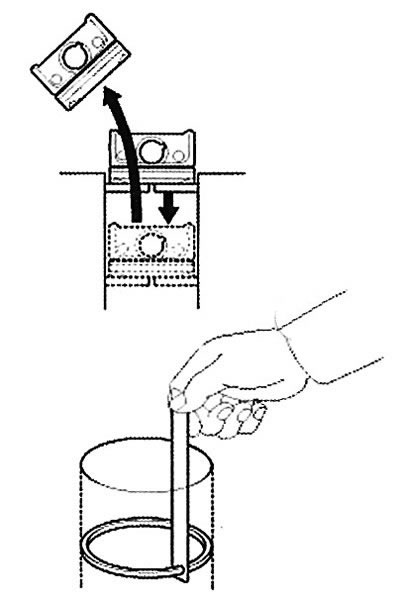
5. Проверьте зазор в замках поршневых колец. Для этого:
Установите поршневое кольцо в цилиндр. Затем, переместите кольцо внутрь цилиндра, используя поршень, как показано на рисунке. Измерьте зазор в замке, используя набор щупов. Если зазор в замке превышает допустимый предел, необходимо заменить кольцо новым. Если зазор в замке слишком большой, необходимо произвести измерение внутреннего диаметра цилиндра. Если диаметр цилиндра превышает допустимые нормы, необходимо заменить блок цилиндров в сборе.
Примечание: Стандартная величина зазора в замке кольца: 0,18 - 0,33 мм (компрессионное №1), 0,35 - 0,50 мм (компрессионное №2), 0,25 - 0,50 мм (маслосъемное).
Поршневые пальцы
1. Используя микрометр, измерьте наружный диаметр поршневого пальца.
Примечание: Стандартная величина: 33,991-33,997 мм.
2. Измерьте зазор между поршневым пальцем и отверстием в поршне.
Примечание: Стандартная величина зазора: 0,007 - 0,019 мм.
3. Измерьте разность между наружным диаметром поршневого пальца и внутренним диаметром втулки головки шатуна.
Примечание: Стандартная величина: 0,023 - 0,041 мм.