
Положите головку цилиндров на верстак, подложив два бруска дерева.
Очистите все клапаны от нагара.

Нанесите крупнозернистую карборундовую пасту на фаску седла клапана.
Зажав клапан в инструменте, прижмите тарелку клапана к седлу, иногда приподнимая клапан, чтобы перераспределить пасту.
Установите клапан в направляющую втулку и прижмите тарелку клапана к седлу.
Измерьте размер от посадочной поверхности седла (тарелки) пружины клапана до торца стержня клапана. Если измеренная величина превышает требуемую, то замените седло клапана. Для этого:
Высверлите седло клапана, оставив стенки седла толщиной 0,5-1 мм.
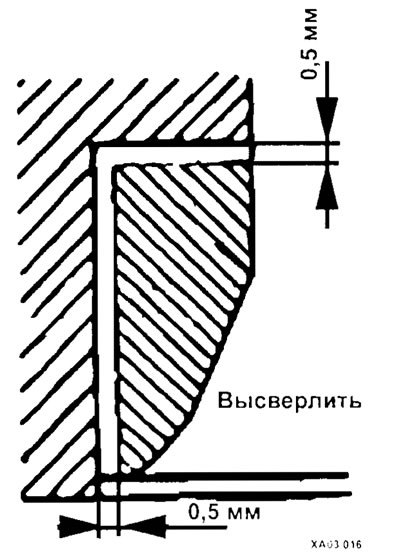
Выпрессуите седло клапана.
Рассверлите гнездо под установку седла ремонтного размера (Д+0,3 мм), где Д — диаметр отверстия старого седла.
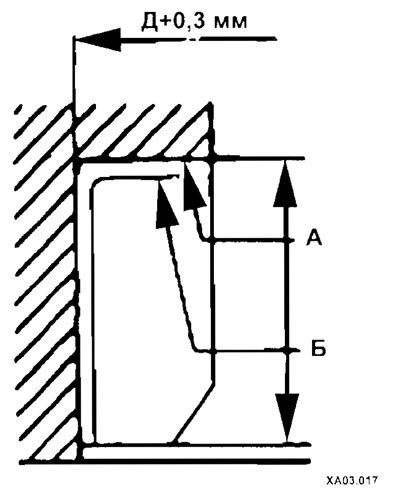
А - поверхность нового отверстия;
Б - поверхность старого отверстия.
Нагрев головку блока цилиндров до 250°С или охладив седла, запрессуйте седла в головку блока цилиндров.
Доведите размеры седла клапана до необходимых размеров.
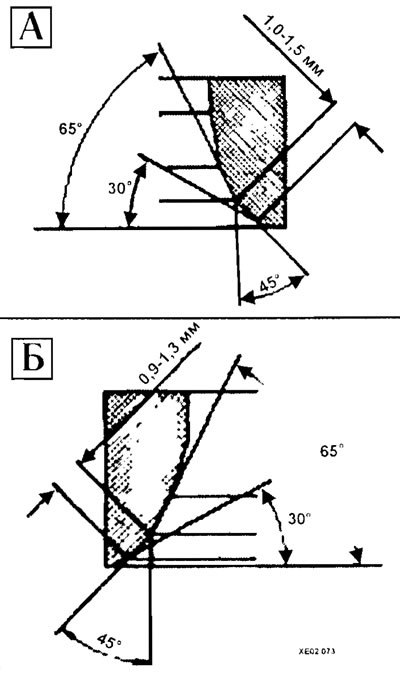
Размеры седел (А) — выпускных и (Б) — впускных клапанов
Приспособление для притирки клапанов с цанговым зажимом
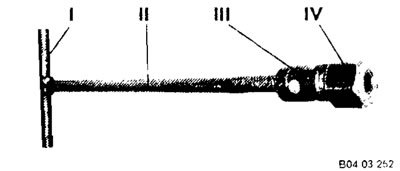
Общий вид приспособления
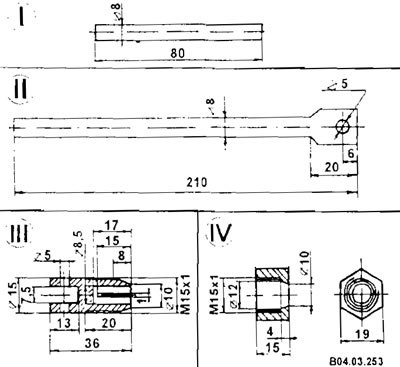
Деталировка приспособления
Приспособление для притирки клапанов, которое можно изготовить самостоятельно

Общий вид приспособления
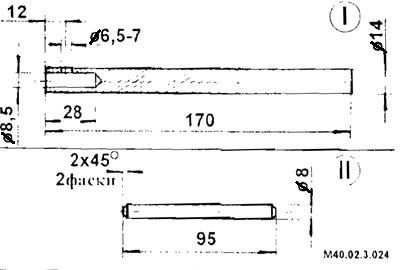
Деталировка приспособления
Когда на клапане и седле появится матовая полоска, смойте остатки пасты и повторите эту же процедуру с мелкой карборундовой пастой.
Когда на клапане и седле появится непрерывное светло-серое матовое кольцо шириной 1,1-1,4 мм, притирка закончена.

Для шлифовки рабочих фасок клапанов можно применять шлифовальный станок. Для этого необходимо на шлифовальном станке установить клапан и зафиксировать подвижную опору так, чтобы получить необходимый угол фаски.
Осторожно счистите все следы абразива, особенно следя, чтобы он не попал в направляющие втулки клапанов. Протрите клапаны и седла клапанов тряпкой, смоченной в керосине, затем чистой тряпкой, и, наконец, если есть возможность, продуйте сжатым воздухом.
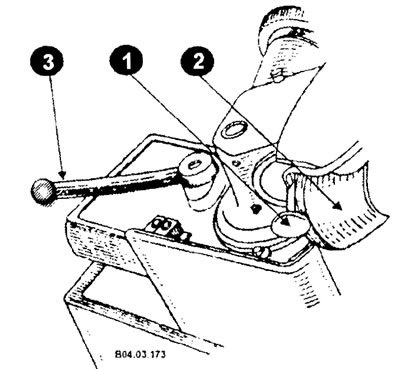
1 - клапан; 2 - шлифовальный круг; 3 - рычаг.