
Поршневые пальцы (6), установленные на место, фиксируются пружинными стопорными кольцами размером 30х2 мм. При этом разъем стопорного кольца должен быть направлен вверх.
При сборке стрелка, нанесенная на поршне (4) сверху, должна быть направлена в сторону ГРМ.
Также следует обратить внимание на взаимную ориентацию поршня и шатуна (для этого при разборке должны быть нанесены метки).
Установка вкладышей шатунных подшипников
Перед установкой вкладышей следует очистить посадочные места, продуть каналы смазки сжатым воздухом.
При установке следует обращать внимание на совмещение смазочных отверстий вкладышей и отверстий масляных каналов (показаны на рис. VN стрелками).
Вкладыши шатунных подшипников коленчатого вала. Сопоставление с размерами шеек шатунных подшипников коленчатого вала
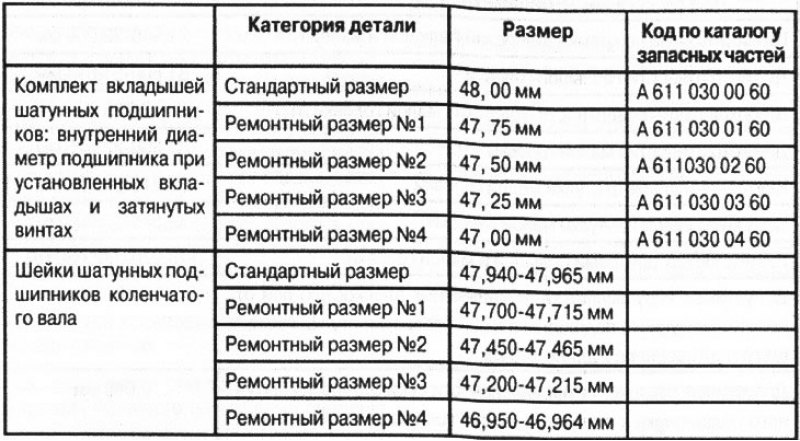
Примечание: цифра 611 в номере детали означает, что в двигателе применена деталь, разработанная для двигателя QM611.
Проверка винтов крепления крышек шатунных подшипников
Перед установкой винты крепления крышек шатунных подшипников (резьба М8 х 1) следует проверить на отсутствие чрезмерного удлинения. Винты, оказавшиеся длиннее максимально допустимой величины, подлежать замене новыми.
Длина нового винта: 47±0,3 мм.
Максимально допустимая длина: 48 мм.
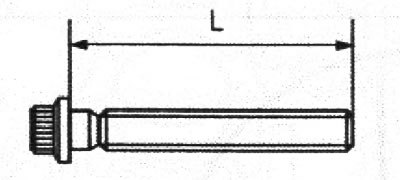
VN 2.088.
Длина (L) нового 47±0,3 мм
Максимально допустимая длина: 48 мм
Резьба М8х1
Затяжка винтов крепления крышек шатунных подшипников
Перед установкой на резьбу и контактные поверхности головок винтов следует нанести тонкий слой моторного масла.
Начальная затяжка после отламывания (в оригинале; At initial tightening torque after cracking): 5 Нм + 25 Нм + 180°.
Последующие случаи затяжки (в оригинале: For subsequent tightening): 5 Нм + 25 Нм + 90°.
Примечание: информация о начальном моменте затяжки приведена в материалах производителя, что может означать возможность применения шатунов, изготовленных по технологии, описанной ниже.
Первичная затяжка винтов после отламывания крышки от заготовки шатуна производится увеличенным моментом затяжки. Скорее всего, речь идет о современном способе изготовления шатунов, при котором шатун и крышка изготавливаются и обрабатываются, как одна деталь. Затем по специальной технологии крышка отламывается от шатуна. При этом появляется уникальная поверхность излома, характерная только для этой пары деталей (прим, ред.).
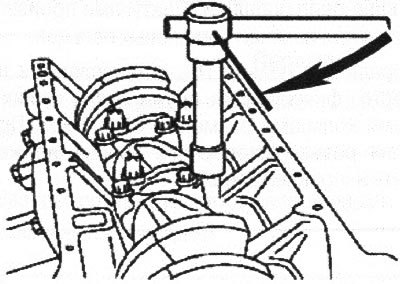
VN 2.089.