
Двигатель 900
Снятую головку вымыть в очищенном бензине, а затем в теплей мыльной воде. После мытья просушить сжатым воздухом либо промокнуть тряпкой, не оставляющей ворса. Сжать соответствующим приспособлением пружины и вынуть их, тарелки пружины и сухари. Вынуть клапан Клапана откладывать в очередности демонтажа например, втыкая в перевернутую картонную коробку (рис. 2.16). Элементы клапана показаны на рисунке 2.17. Если вы не располагаете приспособлением для сдавливания пружин то можно воспользоваться коротким куском трубы, установив который ударьте по тарелке пружины. Трубу надо постоянно прижимать к тарелке пружины, чтобы не выпали наружу освобожденные сухари.
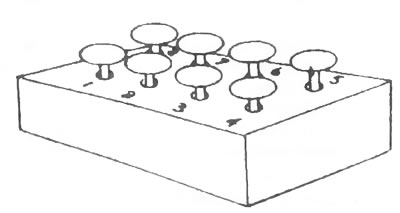
Рис. 2.16 Пример сохранения демонтированных клапанов
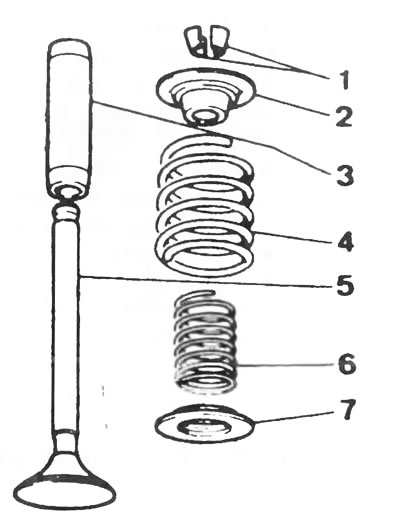
Рис. 2.17 Клапан (двигатель 900) 1 - сухари замка, 2 - тарелка пружины, 3 - направляющая, 4 - пружина внешняя 5 - клапан, 6 - пружина внутренняя, 7 - гнездо пружины
Двигатели 1100/1300
Удалить пластинку, закрывающую распределительный вал, заблокировать зубчатое колесо на валу и снять его с шейки (не потеряв клина). Постепенно ослаблять гайки корпуса распределительного вала, пока не наступит ослабление пружин всех клапанов (рис. 2.18). Вынуть шайбы, служащие для регулировки зазоров клапанов, а также толкатели клапанов. Вывинтить из головки свечи зажигания. Демонтировать по очереди клапана (смотри рис. 2.15). Если вы не располагаете приспособлением для сжатия пружин, следует поступать способом описанным для двигателя 900. На рисунке 2.19 показаны элементы механизма привода клапанов двигателей 1100 и 1300.
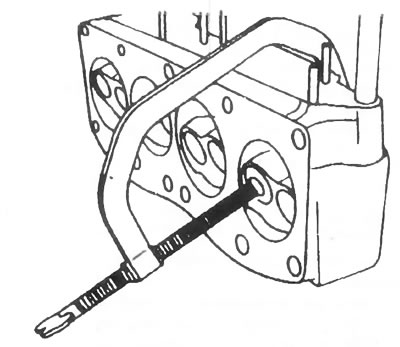
Рис. 2.15 Сжатие пружин для демонтажа клапана
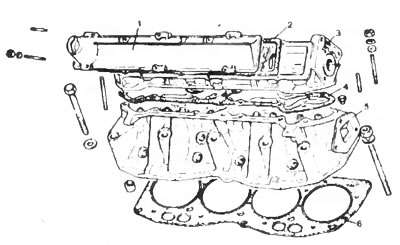
Рис. 2.18 Головка в разобранном состоянии 1 - крышка головки, 2 - прокладка,-3 - корпус распределительного вала. 4 - прокладка, 5 - головка. 6 - прокладка головки
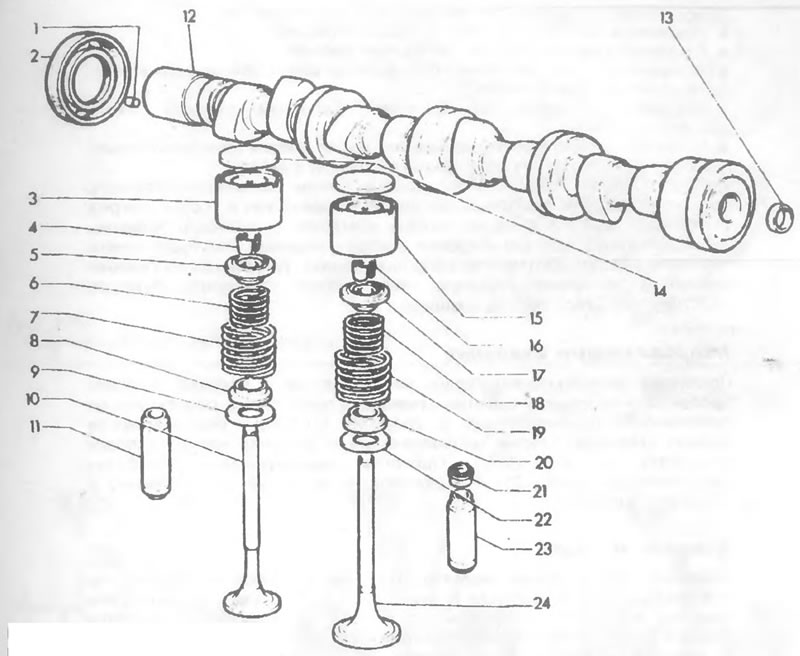
Рис. 2.19 Механизм привода клапанов (двигатели 1100/1300) 1- пригнанный штифт, 2 - уплотнительное кольцо, 3, 15 - толкатель 4, 16 сухари замка, 5, 17 - верхняя тарелка пружины, 6, 18 - внутренняя пружина, 7, 19 - внешняя пружина, 8, 20- нижняя тарелка пружины, 9, 22 - шайба 10, 24 - клапан, 11, 23 - шайба, 12 - распределительный вал, 13 - заглушка, 14 - регулировочная прокладка (шайба), 21 - уплотнительное кольцо
Удалить с головки остатки нагара, очистив также каналы клапанов. Если вы пользуетесь вращающейся карчеткой (проволочной щеткой), то следует не повредить седла клапанов.
Проверить на посадочной поверхности не искривлена и не повреждена ли головка Проверку можно проводить на измерительной плите с использованием туши, либо с помощью щупа и металлической линейки.
Искривление головки не должно превышать 0.05 мм. Материал головки в местах, обозначенных тушью либо заполированных абразивной пастой, следует удалить шабрением либо шлифованием. Толщина снимаемого материала не должна превышать 0.3 мм.
Линейку надо ставить вдоль, поперек и по диагонали к поверхности головки и измерять под ней щупом величину образовавшегося зазора. После шлифования головки необходимо окончательно измерить глубину камеры сгорания, чтобы удостовериться, что головка еще годится для установки (рис. 2.20). Если величина зазора превысит 0.25 мм, головку рекомендуется заменить. Сборку головки необходимо проводить в чистом месте.
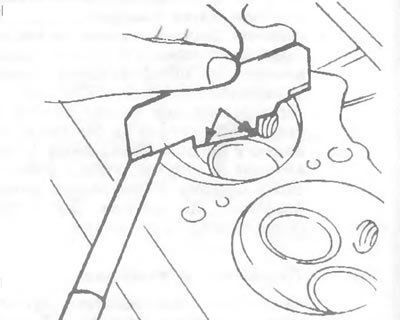
Рис. 2.20 Замер глубины камеры сгорания специальным инструментом фирмы Fiat
Проверить все ли клапана и их седла очищены.
Смазать стержни клапанов моторным маслом.
Вставить клапана в головку Они должны вернуться на свои места, даже если они притирались.
Установить тарелки и пружины.
Пружины следует сжать приспособлением.
Вставить сухари замка и проверить после снятия приспособления, правильно ли осели сухари в канавке стержня клапана.
В двигателях 1100/1300 посадочные шейки распределительного вала надо покрыть моторным маслом и вставить вал в корпус. Перед установкой корпуса вала на головку измерить и записать толщины шайб, служащих для регулировки зазора клапанов Это будет иметь значение для дальнейшей регулировки зазора Установить на головке крышку и постепенно затянуть гайки Затем прикрепить боковую пластину зубчатого колеса с клином.
Направляющие клапанов
Проверить визуально состояние направляющих в головке, а затем провести контрольные замеры, сравнивая полученные результаты со значениями, приведенными в разделе 1.1. При необходимости выбить стержнем старые направляющие и вставить новые (головку подогреть до 100-120°С). Провести окончательную обработку направляющих (рис. 2.21).
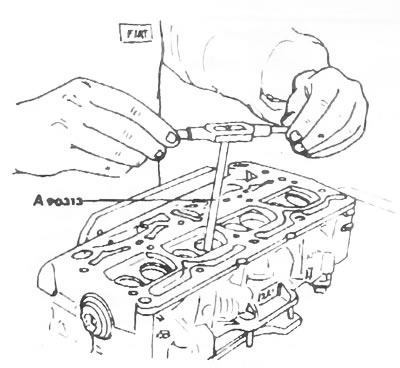
Рис. 2.21 Развертывание направляющих клапанов
Направляющие не могут быть осажены в головке с зазором.
Клапана и седла
Измерить микрометром диаметр стержней клапанов и сравнить со значениями, приведенными в разделе 1.1. По очереди закрепить клапана в патроне сверлильного станка и определить величину биения. Гнутые клапана надо заменить. Угол рабочей фаски впускных и выпускных клапанов составляет 45°±5°. Для обработки седел клапанов предназначены специальные фрезы (рис. 2.22). Если рабочая фаска после фрезерования слишком широка ее можно уменьшить фрезами 20е либо 75. В зависимости от глубины осаждения рабочей фаски может быть использована фреза 20 (когда рабочая фаска находится слишком высоко) либо фреза 45 (когда рабочая фаска находится слишком низко). Требуемые углы наклона рабочей фаски показаны на рисунке 2.23. Удалить остатки нагара с тарелки клапана и при необходимости зашлифовать рабочую фаску клапана на шлифовальном станке для клапанов. Устройство надо установить на угол 45°30° (рис. 2.24). Если после обработки край тарелки клапана станет тонким (менее 0.5 мм) этот клапан надо выбросить, так как он быстро прогорит или сломается. Это особенно важно у выпускных клапанов. В заключении рекомендуется притереть клапана в седлах, чтобы добиться их полной герметичности. Для этого следует использовать шлифовальную пасту и действовать как показано на рисунке 2.25. После окончания притирки нельзя оставлять пасту в головке.
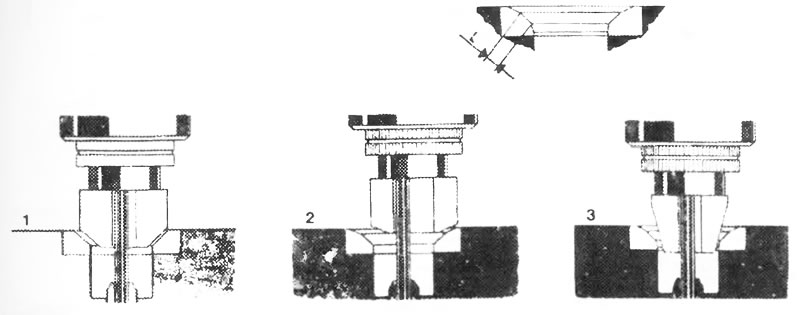
Рис. 2.22 Обработка седел и клапанов 1 - фрезерование седла, 2 - корректировка ширины рабочей фаски сверху, 3 - корректировка шиоины рабочей фаски снизу, L - требуемая ширина рабочей фаски после коррекции
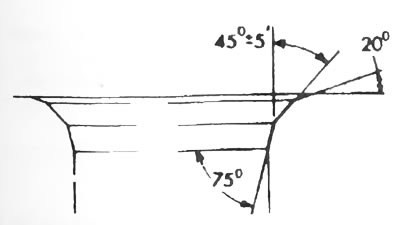
Рис. 2.23 Углы седла клапана после обработки
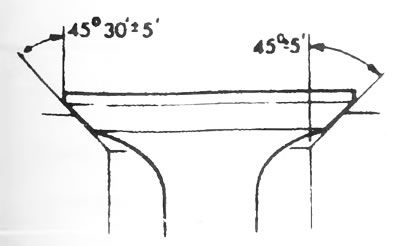
Рис. 2.24 Размеры тарелки клапана
Рис. 2.25 Притирание седел клапанов
Пружины и клапана
Проверить характеристики пружин клапанов и сравнить с данными помещенными в разделе 1.1. Если у вас нет прибора для проверки пружин, то следует прибегнуть к методике сравнения.
На длинный болт одеть проверяемую пружину и новую пружину и закрутить гайку (под головку болта и гайку заложить шайбы). Головку зажать в тисках и закрутить гайку. Если старая пружина окажется короче новой - это означает ослабление ее характеристик и необходимость замены комплектов пружин во всех клапанах.
Рычаги привода клапанов и стержни толкателей (двигатель 900)
Детали механизма газораспределения показаны на рисунке 2.26. Чтобы снять ось рычагов приводов клапанов, надо удалить с обоих концов стопорные кольца, а затем снять кронштейны, пружины и рычаги привода клапанов. Проверить ось, измерив микрометром ее диаметр в местах посадки рычагов привода клапанов. Этот диаметр должен находиться в границах 14.040-14.058 мм. Если ось исправна, надо одеть на нее рычаги привода клапанов, чтобы проверить их рабочий зазор. Если посадка рычага на сухой оси окажется слишком свободным, то необходимо измерить внутренний диаметр втулки рычага привода. Разница между диаметром отверстия и диаметром оси в месте посадки составляет рабочий зазор, который должен находиться в границах 0.020-0.052 мм. Часто бывает, что замены требуют как рычаги привода, так и их ось. В подобных границах (0.020-0.050 мм) должен находиться и зазор между осью рычагов привода клапанов и кронштейнами.
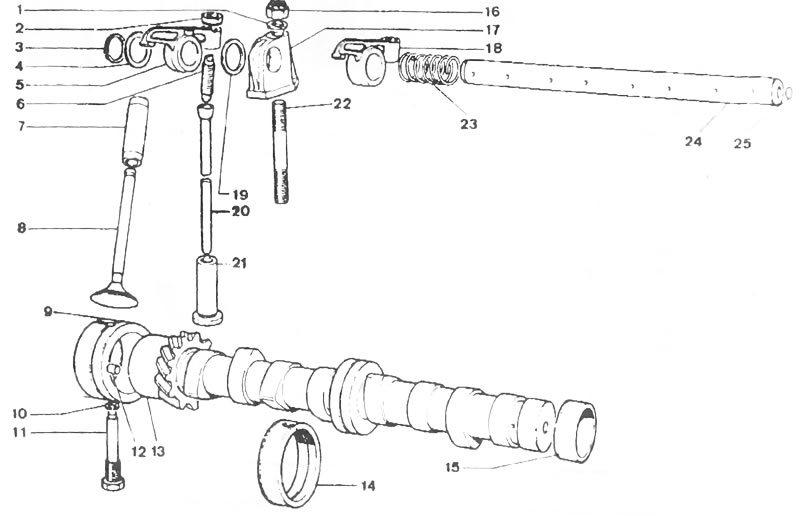
Рис. 2.26 Механизм распределения (двигатель 900) 1 - шайба, 2 - регулировочная гайка, 3 - стопорное кольцо, 4.19 - опорная шайба, 5,18 - рычаг привода клапана, 6 - регулировочный болт, 7 - направляющая клапана, 8 - клапан, 9 - передняя втулка. 10 - пружинная шайба, 11 - болт устанавливающий втулку, 12 - пригнанный штифт, 13 - распределительный вал, 14 - средняя втулка, 15 - втулка дальняя, 16 - крепежная гайка кронштейн оси. 20 - стержень толкателя, 21 - толкатель 22 - шпилька, 23 - прижимная пружина, 24 - ось рычагов клапанов, 25 - заглушка
Проверить степень износа рычагов привода клапанов в местах их взаимодействия со стержнями клапанов. Небольшие следы повреждений можно удалить мелкозернистым шлифовальным камнем. Сильное изношенные рычаги привода клапанов следует заменить.
Проверить не изношены ли и не поцарапаны ли сферический конец регулировочного болта и стерженька толкателя. При необходимости заменить эти элементы. Стержни толкателей установить по очереди на двух призмах, приставить в середину индикатор и вращая медленно стержень определить его биение.
Допускается только небольшое биение стержня. Вместо призм рычажок можно уложить на ровной плите, так, чтобы его концы выступали за плиту и определить биение подсовывая щуп. Искривленные стержни надо заменить, так как из-за слабости материала, они не могут подвергнуться выпрямлению.
Толкатели (двигатели 1100/1300)
Зазор посадки толкателей в отверстиях головки влияет на шумность работы двигателя. Этот зазор должен находится в границах 0.005-0.05 мм. Для определения зазора следует использовать нутромер и микромер (рис. 2.27). Дополнительно проверить состояние рабочих поверхностей отверстия и толкателя. Небольшие повреждения можно удалить мокрым бруском. Детали механизма привода клапанов показаны на рисунке 2.19.
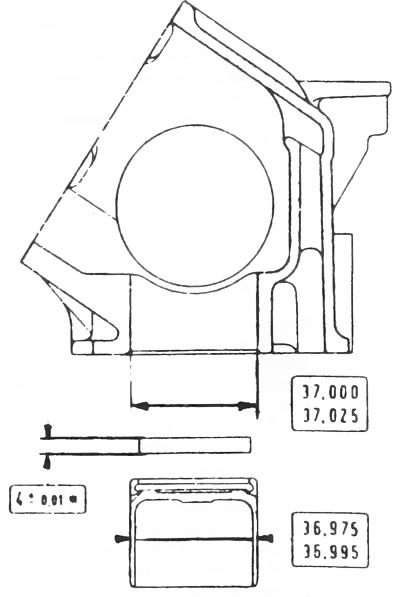
Рис. 2.27 Основные размеры регулировочной прокладки. толкателя и его гнезда в головке