
Инструкция. При ремонте двигателей с негерметичными клапанами недостаточно просто доработать или заменить седла клапанов и клапаны. Необходимо проверить степень износа направляющих втулок клапанов, особенно в двигателях с длительным сроком службы. Седла клапанов следует дорабатывать лишь настолько, чтобы достичь безупречного посадочного пояска. Перед доработкой следует рассчитать максимально допустимый припуск на доработку. При превышении припуска но доработку может быть нарушена функция гидравлического регулирования зазора в приводе клапанов (гидрокомпенсаторов), что повлечет за собой замену ГБЦ.
Расчет максимально допустимого припуска на доработку
Вставить клапан и сильно придавить его к седлу. Если клапан при ремонте заменяется, то при измерениях следует использовать новый клапан.
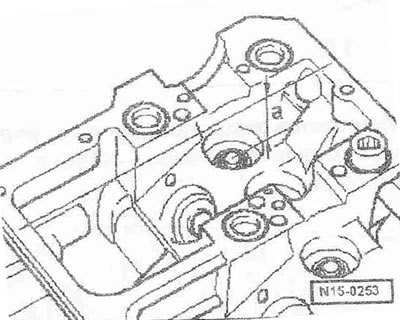
Измерить штангенглубиномером расстояние -а- между торцом клапана и верхней поверхностью ГБЦ. Исходя из измеренного расстояния и минимального размера рассчитать максимально допустимый припуск на доработку. Минимальный размер для впускного клапана: 43,4 мм. Минимальный размер для выпускного клапана: 43,2 мм. Измеренное расстояние минус минимальный размер = максимально допустимый припуск на доработку.
Пример для впускного клапана
- Измеренное расстояние: 44,1 мм
- Минимальный размер: 43,4 мм
- Максимально допустимый припуск на доработку = 0,7 мм
Инструкция. Если максимально допустимый припуск на доработку равен 0 мм или меньше 0 мм, повторить измерение с новым клапаном. Если результат по прежнему равен 0 мм или менее 0 мм, ГБЦ следует заменить.
Доработка впускного клапана
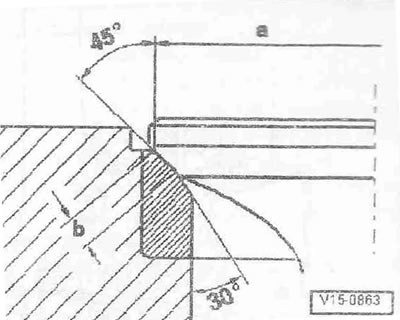
a. 35,7 мм
b. 1,6 мм
45° - Угол фаски седла клапана
30° - Верхний корректировочный угол
Инструкция. Рассчитать максимально допустимый припуск на доработку — Символ, определяющий позицию иллюстрации. Фаска седла клапана в 30° абсолютно необходима по условиям организации потока во впускном канале.
Доработка седла выпускного клапана
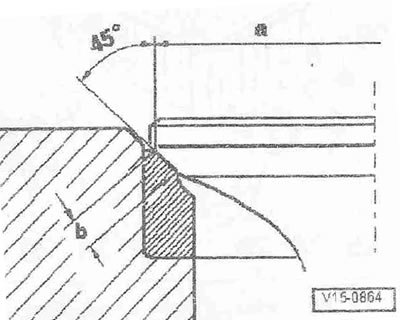
a. 31,4 мм
b. 2,7 мм
45° - Угол фаски седла клапана
30° - Верхний корректировочный угол