
1. Головка блока цилиндров
Высота головки блока цилиндров, мм: Н = 159,5 ± 0,2.
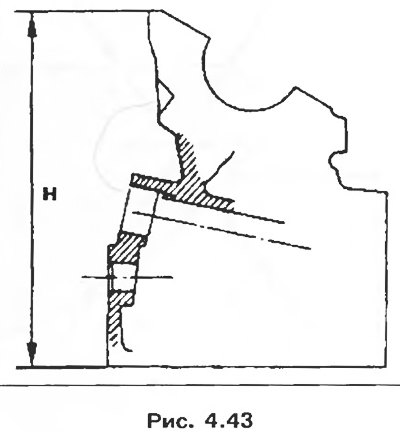
Максимальная допустимая деформация сопрягаемой поверхности, мм: 0,05.
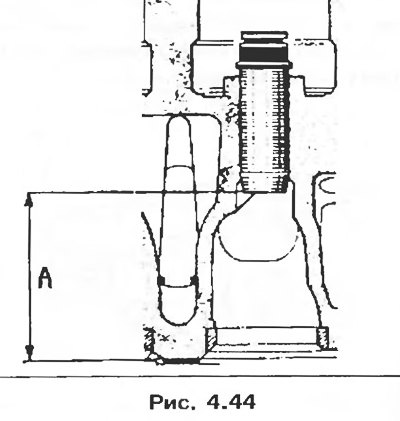
2. Направляющие втулки клапанов
Внутренний диаметр, мм: 8.
Наружный диаметр направляющей втулки, мм:
- номинальный: 13;
- ремонтный: 13,30.
Внимание! Направляющие втулки впускных и выпускных клапанов имеют маслосъемные колпачки стержней клапанов, которые должны заменяться при каждой разборке механизма привода клапанов.
Положение направляющих втулок впускных и выпускных клапанов относительно нижней привалочной поверхности головки блока цилиндров, мм: А = 43,25.
3. Пружины клапанов
Длина в свободном состоянии, мм: 43,41
Длина под нагрузкой:
- 230 ± 20 Н = 37,9 мм;
- 705 ± 35 Н = 28,4 мм.
Длина пружины при полном сжатии витков, мм: 25,77.
Диаметр проволоки, мм: 4,25.
Внутренний диаметр, мм: 21,5 ± 0,1.
4. Клапаны
Диаметр стержня, мм: 8
Угол рабочей фаски:
- впускной клапан: 120°;
- выпускной клапан: 90°.
Диаметр головки, мм:
- впускной клапан: 36,1;
- выпускной клапан: 31,5.
Внимание! При замене клапанов устанавливаемые новые клапаны должны иметь тот же каталожный номер детали, какой был у предыдущих клапанов, для предупреждения повреждений клапанов и седел.
Один и тот же каталожный номер детали может иметь несколько маркировок, в этом случае все клапаны полностью взаимозаменяемы.
Убедитесь, что новые клапаны с маркировкой, отличающейся от маркировки снятых клапанов, имеют тот же каталожный номер.
5. Седла клапанов
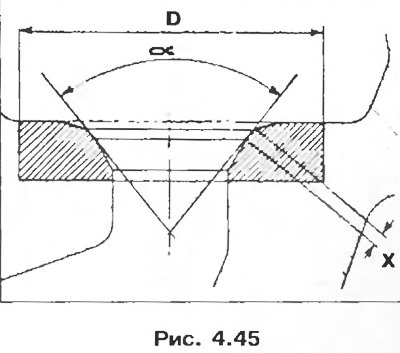
Наружный диаметр седла D, мм:
- впускные клапаны. 37 (37,3);
- выпускные клапаны. 32,6 (32,89).
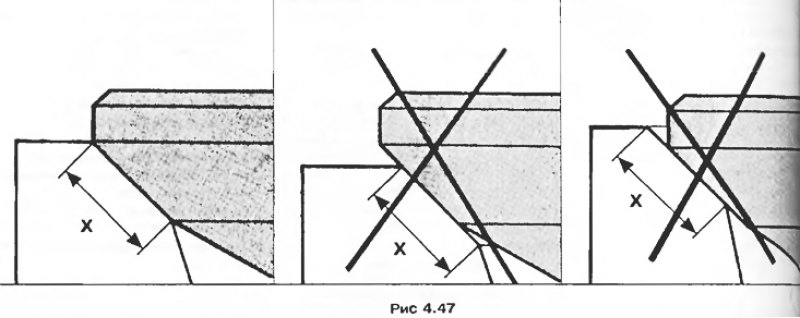
Впускные клапаны X = 1,8; α= 120°.
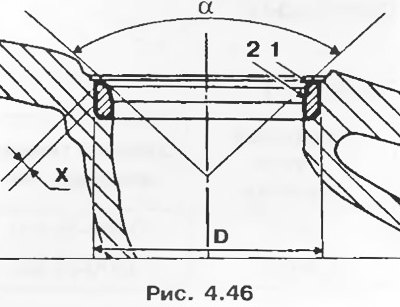
Шлифование рабочей фаски седла 1 производится с помощью фрезы с углом 30°, уменьшите ширину рабочей фаски обработкой фаски 2 фрезой с углом 60° до получения ширины X.
Выпускные клапаны X = 1,8; α= 90°.
Шлифование рабочей фаски седла 1 производится с помощью фрезы с углом 45°, уменьшите ширину фаски обработкой фаски 2 фрезой с углом 75° до получения ширины X.
Внимание! Проверьте правильность прилегания клапана к его седлу (рис. 4.47).
6. Распределительный вал:
- осевой зазор, мм: 0,05-0,13;
- количество подшипников: 5.
7. Поршни
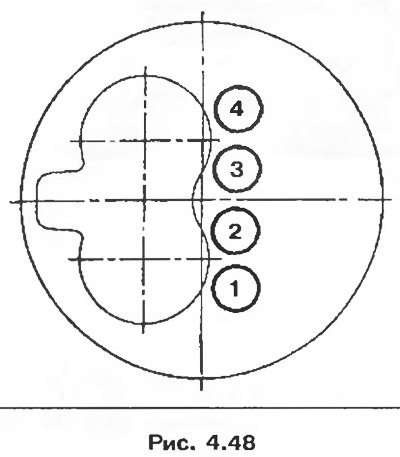
Метка 1 указывает глубину выемки в днище поршня.
Метка 2 указывает тип двигателя 8Q поршня А-В-С.
Метка 3 указывает размерную группу поршней поршня.
Метка 4 предназначена для поставщика.
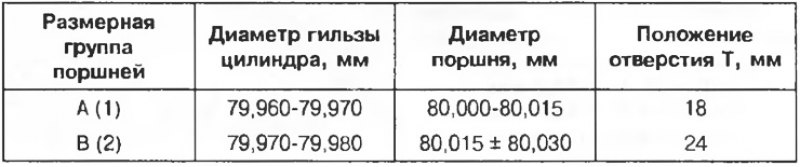
Подбор поршней к гильзам цилиндров
Таблица 4.2
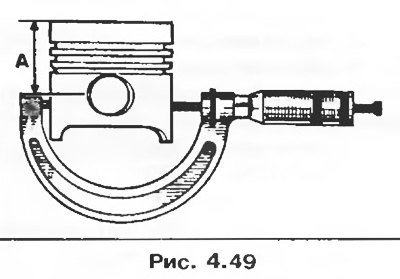
Диаметр поршня следует измерять на расстоянии А = 60 мм.
8. Гильзы цилиндров
Внимание! Соблюдайте обязательно подбор диаметров поршней и гильз цилиндров. Подбор определяется положением отверстий Т по отношению к сопрягаемой поверхности головки блока цилиндров. Положение этих отверстий дает возможность выбрать допуски гильз цилиндров в их номинальной размерной группе и, следовательно, диаметры поршней, соответствующие этим допускам (таблица 4.2).
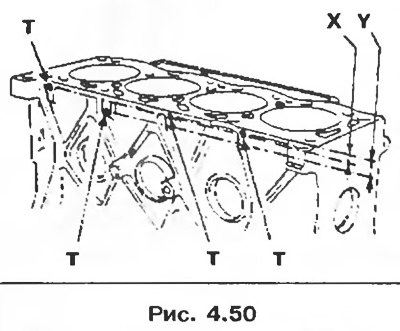
Примечание. Маркировка держит: 1 и 2 - обозначение размеров группы поршней А или В; Т - положение отверстий указывает размерную группу для цилиндра: X = 18 мм, Y = 24 мм.
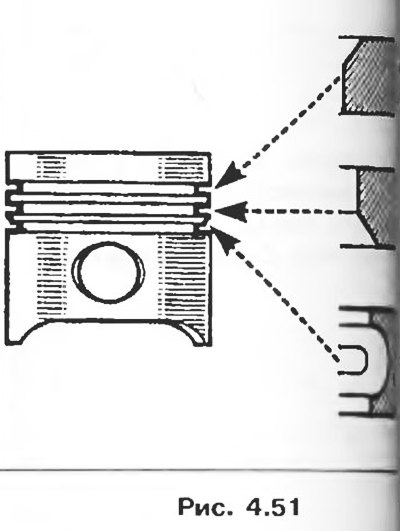
9. Поршневые кольца
Толщина, мм:
- верхнее компрессионное кольцо.
- нижнее компрессионное кольцо.
- маслосъемное кольцо 3.
Замки поршневых колец устанавливаются через 120°. Компрессионные кольца устанавливаются меткой Тор вверх.
10. Шатуны
Осевой зазор нижней головки шатуна, мм: 0,22-0,40.
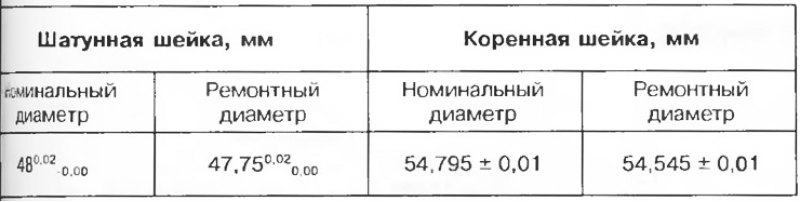
11. Коленчатый вал
Количество коренных подшипников 5.
Осевой зазор, мм: 0,07-0,23.
Таблица 4.3
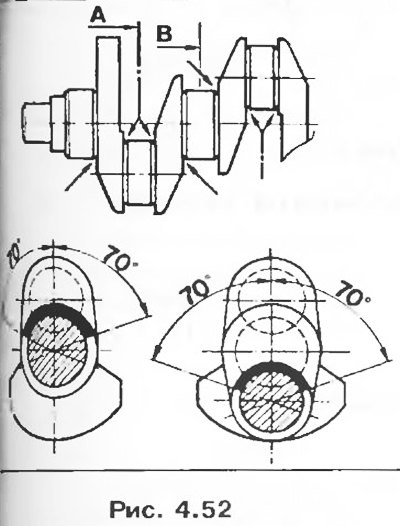
Имеются упорные полукольца различной толщины, мм: 2,30-2,35-2,40-2,45.
При шлифовании галтели на плоскости должны оставаться нетронутыми на участках, образующих угол (рис. 4.52, стрелки).
12. Промежуточный вал
Осевой зазор, мм: 0,07-0,15.
Промежуточный вал установлен в двух втулках диаметром, мм:
- внутренняя втулка 39,95,
- наружная втулка 40,5.
Детали, которые должны заменяться при снятии
- Все уплотнительные манжеты и прокладки.
- Болты крепления маховика.
- Болты крепления крышек шатунов.
- Болты крепления опор коленчатого вала.
- Направляющие втулки клапанов.
- Огнеупорные шайбы форсунок.
- Болт крепления головки блока цилиндров.
- Патрубок системы охлаждения.