
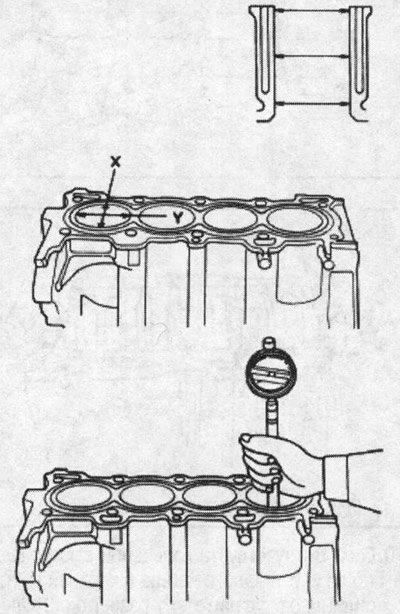
Диаметр цилиндра:
- Стандарт (новый): 75,00-75,02 мм
- Предел: 75,07 мм
Увеличенный ремонтный размер:
- на 0,25: 75,25-75,27 мм
- на 0,50: 75,50-75,52 мм
Конусность цилиндра:
- Предел: (разность между первым и третьим измерением): 0,05 мм
Если измерения в каком-либо цилиндре превышают увеличенный ремонтный размер, замените блок цилиндров.
В случае расточки блока см. п. «Проверка зазора между поршнем и стенкой цилиндра» выше.
Примечание: Цилиндры с задирами или царапинами следует отхонинговать. Предельная толщина металла, снимаемая при расточке: 0,5 мм.
2. Проверьте поверхность разъема блока на коробление.

Коробление поверхности разъема блока цилиндров:
- Стандарт (новый): 0,07 мм
- Предел: 0,10 мм

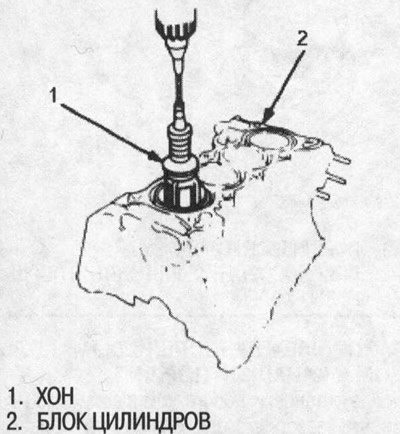
Хонингование стенок цилиндров
1. Измерьте диаметр цилиндров, как указано выше. Если блок будет использоваться повторно, отхонингуйте стенки цилиндров и проведите повторное измерение диаметра цилиндров.
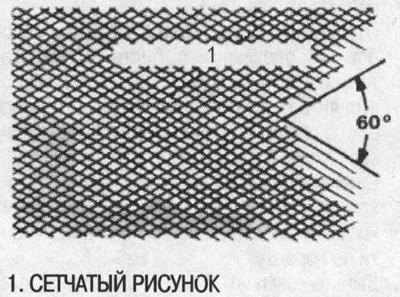
2. Выполняйте хонингование с использованием масла и мелкозернистого (№400) абразивного материала так, чтобы линии сетчатого рисунка пересекались под углом 60°.
Примечание:
- Пользуйтесь только жестким хоном с мелкозернистым (№ 400) абразивным материалом, напр., Sunnen, Ammco или эквивалентным.
- Не пользуйтесь изношенным или сломанным инструментом.
3. По завершении хонингования тщательно очистите блок цилиндров от металлических частиц. Промойте цилиндры горячей мыльной водой, затем просушите и сразу же смажьте маслом во избежание ржавления.
Примечание: Не пользуйтесь растворителями, они лишь размажут частицы по стенкам цилиндров.
4. Если после хонингования на стенках цилиндров все еще имеются задиры или царапины, проведите расточку блока цилиндров.
Примечание: Небольшие вертикальные задиры и царапины допустимы при условии, что в них не застревает ноготь и они не идут по всей длине цилиндра.
Примечание:
- После хонингования тщательно промойте цилиндры горячей мыльной водой.
- Хонинговать требуется только те цилиндры, на стенках которых имеются задиры или царапины.
(Источник статьи размещён на портале autoinstruction.ru)