| Наименование | Спецификация |
| Наружная панель стойки «А» | |
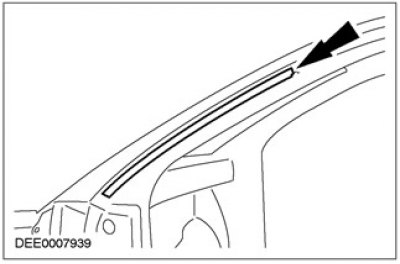
| Панель крепления уплотнителя | |
| Усилительная панель стойки «А» | |
| Внутренняя панель стойки «А» | |
| Усиление панели фартука |
Снятие
1. Общие примечания:
- Перед началом ремонта снимите крыло, дверь, лобовую панель капота, лобовое стекло и облицовку панели приборов.
- Снимите следующие элементы: панели отделки стойки «А», панели отделки нижней обвязки.
- Переместите напольное покрытие и электропроводку в сторону от рабочей зоны.
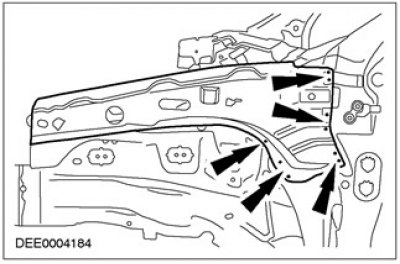
2. Усиление панели фартука
- Выфрезеруйте точечные сварные швы.
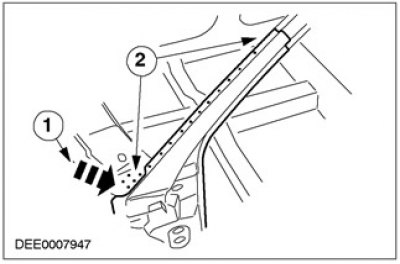
3. Панель крепления уплотнителя
- Разрежьте.
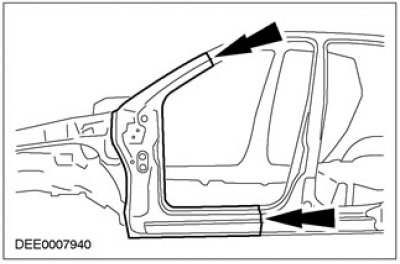
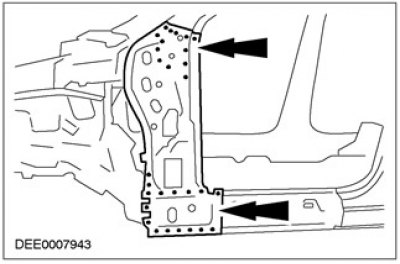
4. Стойка «А»
- Место реза.
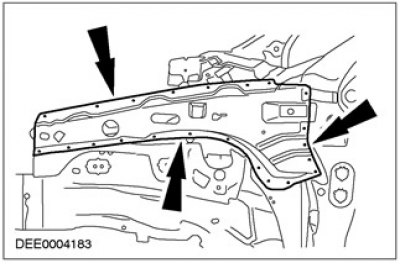
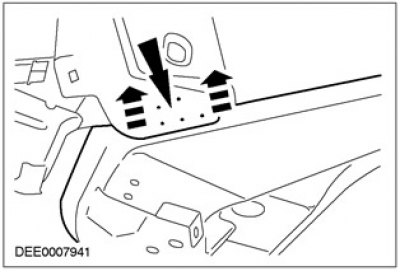
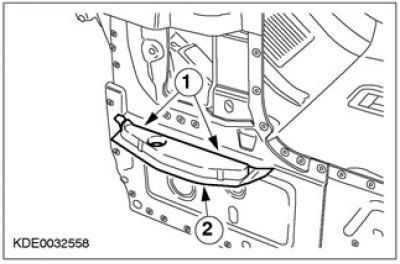
5. Зона соединения с лобовой панелью капота
- Выфрезеруйте на глубину, равную двойной толщине панели, и отогните выступ вверх.
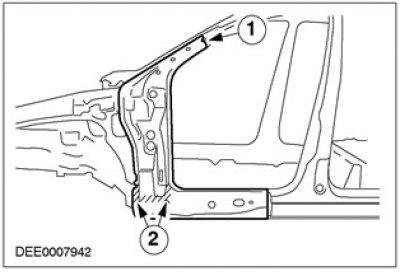
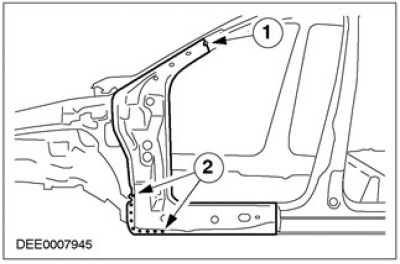
6. Усилительная панель стойки «А»
- 1. Место реза.
- 2. Чтобы снять, нагрейте зону, используя пистолет горячего воздуха (зона, заполненная пенопластом).
Первоисточник расположен на портале: autoinstruction
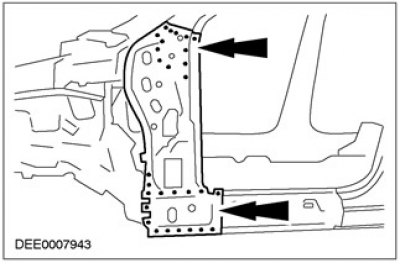
7. Внутренняя панель стойки «А»
- Выфрезеруйте точечные сварные швы.
Установка
1. Внутренняя панель стойки «А»
- Точечный сварной шов.
2.
Примечание: Перед нанесением герметика приподнимите наружную панель стойки «А» и измерьте ширину зазора.
Соединение стойки «А»/ панели нижней обвязки
- 1. Установите несущую пластину элемента NVH.
- 2. Нанесите герметик по всему краю несущей пластины в соответствии с шириной зазора.
3. Усиление стойки «А»
- 1. Выполните непрерывный сварной шов с брусом крыши вдоль обрезанной кромки - по технологии MIG.
- 2. Выполните пудлинговую сварку.
4. Стойка «А»
- 1. По обрезанной кромке, приварите, используя точечную сварку, подкладную полосу и выполните сварку по технологии MIG.
- 2. Выполните пудлинговую сварку.
- 3. Выполните непрерывную сварку по технологии MIG.

5. Наружная панель стойки «А»
- 1. Отогните выступ вверх.
- 2. Выполните пудлинговую сварку.
6. Панель крепления уплотнителя
- 1. Выполните непрерывную сварку по технологии MIG.
- 2. Выполните пудлинговую сварку.

7. Усиление панели фартука
- Выполните пудлинговую сварку.