
Измерение шеек коленчатого вала проводится микрометром (рис. 2.43). Следует обратить внимание, чтобы прибор не приставлялся к маслянным отверстиям.
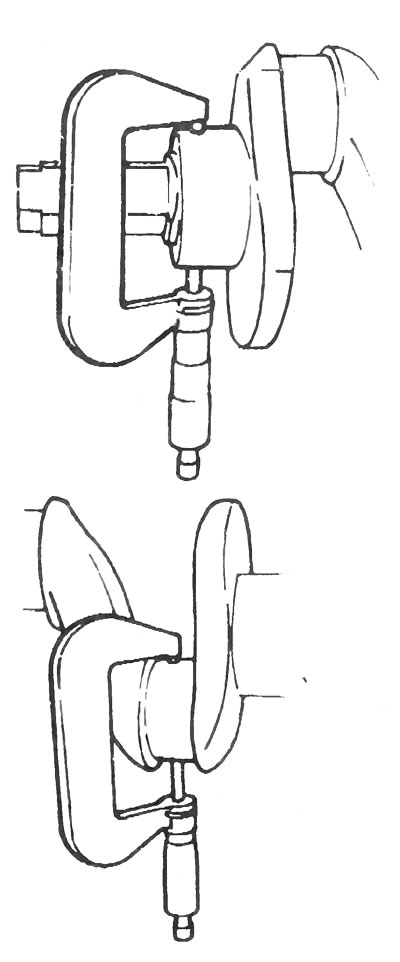
Рис. 2.43 Замер микрометром диаметра коренной шейки (вверху) и шатунной шейки (внизу)
Номинальные и ремонтные диаметры шеек приведены здесь. Если овальность превышает 0.005 мм, следует шлифовать все шейки, аналогично следует поступать в случае больших канавок. После шлифования необходимо очистить внутренние масляные каналы бензином или керосином под давлением. Если каналы сильно засорены, необходимо удалить заглушки и аккуратно очистить каналы под давлением. Вставить новые прокладки и, воспользовавшись стержнем, утопить их в отверстиях.
Балансировка проверяется на плите для правки и двух призмах. Уложенный на них коленчатый вал с маховиком и сцеплением не должен поворачиваться.
Вращение вала в одну сторону говорит об отсутствии балансировки. Величину дисбаланса можно определить при помощи замазки. Чтобы сбалансировать вал, надо с задней поверхности маховика высверлить отверстие (рис. 2.44). Это надо делать очень осторожно, пока не будет достигнута балансировка.
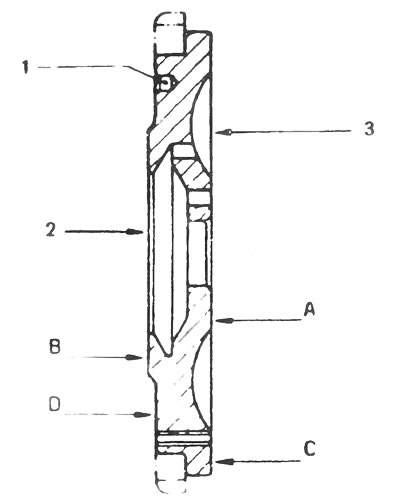
Рис. 2.44 Разрез маховика с обозначением балансировочного отверстия 1 - балансировочное отверстие, 2 - сторона, взаимодействующая со сцеплением, 3 - сторона крепления к коленчатому валу, A, D - места замера биения которое не должно превышать 0.03 мм
Перейдите к источнику по ссылке [Autoinstruction.ru]
После шлифования шеек и балансировки вала рекомендуется поместить его в центрах токарного станка и к центральной коренной шейке приставить индикатор. Медленно вращая коленчатый вал наблюдать показания индикатора. Если биение вала превышает 0.003 мм (индикатор покажет величину большую нежели 6/1000 мм) вал требует выпрямления (рихтовки).