
Сборка
1. Соберите синхронизаторы 1-й и 2-й передач и 3-й и 4-й передач.
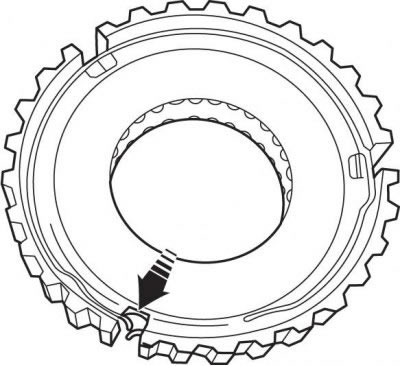
Рис. 8.71. Расположение пружины синхронизатора
2. Для крепления пружин синхронизатора в положениях, противоположных положениям ползуна, используйте крючки (рис. 8.71).
3. Пружины синхронизаторов не располагаются уступами.
4. Поместите каждый ползун на плоскую середину зубьев скользящей муфты.
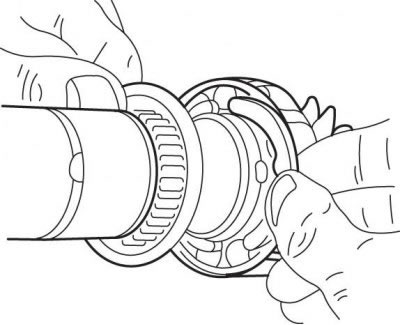
Рис. 8.72. Установка роликового подшипника на вторичный вал
5. Установите роликовый подшипник на вторичный вал (рис. 8.72).
6. Установите наружное кольцо роликового подшипника малого диаметра на вторичный вал.
7. Установите обе половины упорной шайбы на вторичном валу и закрепите стопорным кольцом. Установите один ряд игольчатых подшипников на вторичный вал и шестерню 4-й передачи на игольчатый подшипник.
8. Смажьте игольчатый подшипник и отверстие опорной шестерни смазкой высокого давления.
9. Установите кольцо синхронизатора на конус шестерни 4-й передачи.
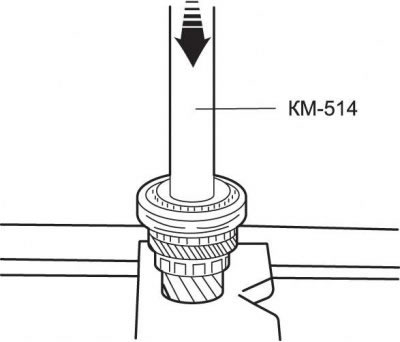
Рис. 8.73. Использование инструмента КМ-514 для запрессовки собранного синхронизатора 3-й и 4-й передач
10. Инструментом КМ-514 запрессуйте собранный синхронизатор 3-й и 4-й передач (рис. 8.73).
11. Предварительно нагрейте собранный синхронизатор до температуры 100°С (используйте термоокрашивающие карандаши).
12. Смажьте уплотняющие поверхности вторичного вала смазкой высокого давления.
13. Установите двойной игольчатый подшипник и шестерню 3-й передачи (с кольцом синхронизатора) на игольчатый подшипник.
14. Смажьте игольчатый подшипник и отверстие опорной шестерни смазкой высокого давления.
15. Установите обе половины упорной шайбы на вторичном валу и закрепите стопорным кольцом.
16. Установите игольчатый подшипник на вторичный вал и шестерню 2-й передачи на игольчатый подшипник.
17. Смажьте игольчатый подшипник и отверстие опорной шестерни смазкой высокого давления.
18. Установите кольцо синхронизатора на конус шестерни 2-й передачи.
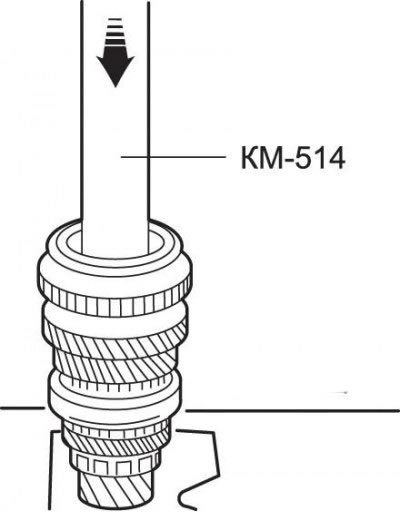
Рис. 8.74. Использование инструмента КМ-514 для запрессовки собранного синхронизатора 1-й и 2-й передач
19. Инструментом КМ-514 запрессуйте собранный синхронизатор 1-й и 2-й передач (рис. 8.74).
20. Предварительно нагрейте собранный синхронизатор до температуры 100°С (используйте термоокрашивающие карандаши).
21. Установите вилку переключения на внешние шлицованные части шарикового подшипника.
22. Смажьте места установки на вторичном валу смазкой высокого давления.
23. Закрепите синхронизатор новым стопорным кольцом.
24. Установите игольчатый подшипник на вторичный вал и шестерню 1-й передачи (с кольцом синхронизатора) на игольчатый подшипник.
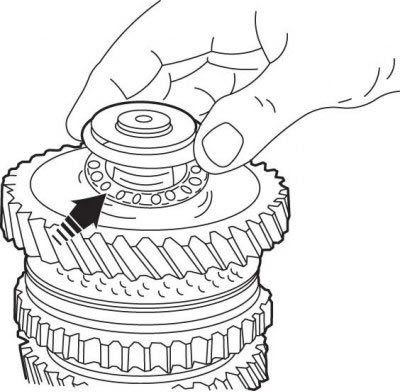
Рис. 8.75. Расположение осевого игольчатого подшипника в передней части шестерни 1-й передачи
25. Вставьте осевой игольчатый подшипник в переднюю часть шестерни 1-й передачи (рис. 8.75).
26. Смажьте игольчатые подшипники и отверстие опорной шестерни смазкой высокого давления.
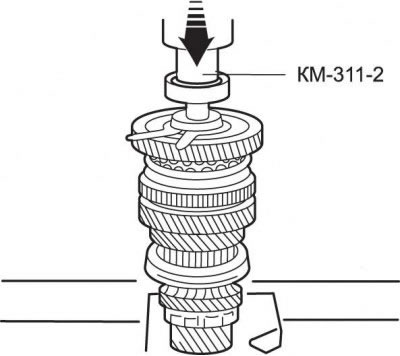
Рис. 8.76. Использование приспособления КМ-311-2 для запрессовки подшипника
27. Приспособлением КМ-311-2 запрессуйте шайбу и шариковый подшипник (рис. 8.76). Перед этим закрепите новое стопорное кольцо с длинными концами (для вторичного вала на заднем картере). Предварительно нагрейте прокладочную шайбу до температуры 100°С.
28. Установите наружное кольцо шарикового подшипника на задний картер.
29. Закрепите шариковый подшипник новым стопорным кольцом.
Внимание! Все шестерни должны легко вращаться на валу.
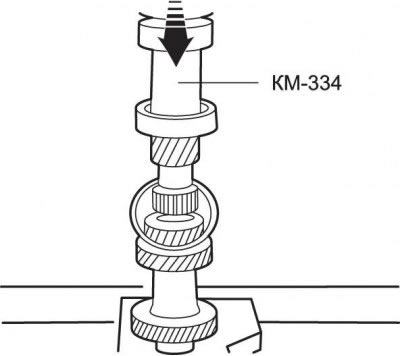
Рис. 8.77. Использование приспособления КМ-334 для запрессовки шарикового подшипника
30. Приспособлением КМ-334 запрессуйте шариковый подшипник в блок шестерен (рис. 8.77). Установите наружное кольцо шарикового подшипника на задний картер коробки передач.
31. Предварительно установите новое стопорное кольцо (для блока шестерен на заднем картере).
32. Закрепите шариковый подшипник на блоке шестерен новым стопорным кольцом.
33. Запрессуйте первичный вал, сначала тонкую часть, в блок шестерен со стороны, противоположной расположению шарикового подшипника.
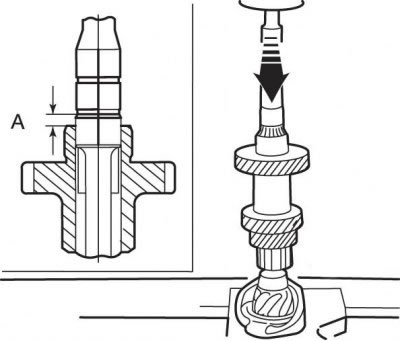
Рис. 8.78. Запрессовка первичного вала в блок шестерен: А=5 мм
Внимание! Запрессовывая вал в блок шестерен, не повредите продольные шлицы. Отметьте размеры различных вариантов. Запрессовку первичных валов группы 1 в шлицы блока шестерен необходимо выполнять вручную. Размер А (рис. 8.78) должен быть не более 5 мм. Если размер А меньше 0 мм, запрессовку в вал необходимо проводить из группы размера 2. Если размер А больше 5 мм, замените блок шестерен.