
Приржавевшие крепежные изделия с цепью облегчения их отвинчивания и во избежание поломки следует обработать перед страгиванием специальным пропиточным маслом. Некоторые механики предпочитают использовать для этой цели скипидар, который удобно наносить из специальной маленькой емкости с длинным носиком. После смачивания крепежа пропиточным маслом перед отпусканием гайки или болта следует дать маслу несколько минут на то, чтобы оно хорошо пропитало проржавевший слой. Сильно проржавевшие крепежные изделия можно срубить зубилом, спилить слесарной ножовкой или удалить с помощью специального гайколома, который можно приобрести в магазине, торгующем инструментами.
При срезании головки болта или обламывании шпильки при сборке остаток резьбовой части можно высверлить или извлечь с помощью специального экстрактора. Большинство автомастерских в состоянии выполнить эту, а также и другие ремонтные процедуры (например, восстановление сорванной резьбы в резьбовых отверстиях).
Плоские и стопорные шайбы при сборке следует устанавливать в исходные положения. Поврежденные шайбы следует заменять новыми. Никогда не устанавливайте стопорные шайбы непосредственно на мягкие металлические поверхности (например, алюминиевые), элементы из тонкого листового металла или пластика.
Размеры крепежных изделий
По многим причинам изготовители автомобилей все чаще и чаще применяют метрические крепежные изделия. Однако важно знать разницу между этим (более универсальным) крепежом и используемым иногда крепежом стандарта SAE (или американским). Несмотря на внешнюю схожесть, крепежные изделия этих двух типов не взаимозаменяемы.
Все болты, как стандарта SAE, так и метрические, классифицируются по диаметру, шагу резьбы и длине. Например, болт стандарта SAE 1/2 — 13x1 имеет полдюйма в диаметре, 13 витков резьбы на один дюйм и длину 1 дюйм. Метрический болт М12 — 1.75x25 имеет диаметр 12 мм, шаг резьбы (расстояние между соседними витками) 1.75 мм и длину 25 мм. Оба болта внешне практически идентичны, однако не взаимозаменяемы. В дополнение к перечисленным признакам, как метрические болты, так и болты стандарта SAE можно идентифицировать путем внешнего осмотра головки. Во-первых, расстояние между гранями головки метрического болта измеряется в миллиметрах, тогда как у болта SAE — в дюймах (это же справедливо и для гаек). Вследствие этого гаечный ключ стандарта SAE не годится для использования с метрическим крепежом, и наоборот. Кроме того, на головках большей части болтов стандарта SAE обычно имеются радиальные риски, определяющие максимальный допустимый момент затяжки болта (класс прочности). Чем больше рисок, там выше класс прочности (на автомобилях обычно применяются болты класса прочности от 0 до 5). Класс прочности метрических болтов определяется цифровым кодом. Цифры кода обычно отливаются, как и не американском крепеже, на головке болта (на автомобилях обычно применяются болты классов прочности 8.8, 9.8 и 10.9).
Маркировку класса прочности также можно использовать для определения различия между шестигранными гайками БАЕ и метрическими гайками Для идентификации класса прочности гаек БАЕ применяются точечные метки, выбитые на одной из торцевых поверхностей гайки, в то время как маркировка метрических гаек выполняется с помощью цифрового коде. Чем больше количество точек или чем больше значение цифрового кода, тем выше допустимый момент затяжки гайки.
Метрические шпильки также имеют маркировку не торцах в соответствии с классом прочности. На крупные шпильки наносится цифровой код, тогда как более мелкие имеют маркировку в виде геометрических фигур.
Следует отметить, что значительная честь крепежа, в особенности классов прочности от 0 до 2, вообще не маркируется. В этом случае единственным способом отличия крепежа SAE от метрического является измерение шага резьбы или сравнивание резьбы с заведомо идентифицированным крепежным изделием. Следует помнить, что под классификацию SAE попадает лишь мелкий крепеж. Крупный крепеж с неметрической резьбой является крепежом американского стандарта (USS).
Тек как крепежные изделия одного и того же геометрического размера (как стандартные, так и метрические) могут иметь различные классы прочности, при замене болтов, гаек и шпилек следует уделять внимание соответствию класса прочности устанавливаемого нового крепеже и «старого».
Последовательность и методика затяжки
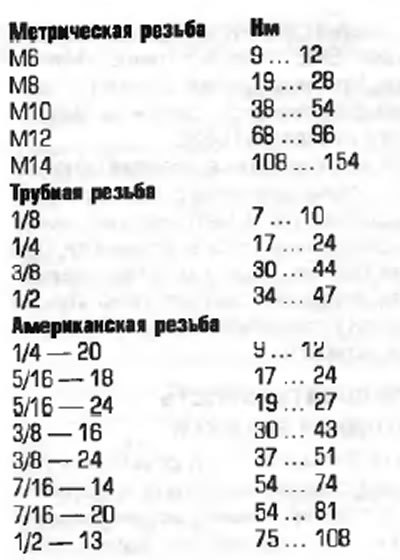
Затяжку большей чести резьбовых соединений следует выполнять в соответствии с предписанным усилием (момент затяжки — это вращающее усилие, прикладываемое к резьбовому элементу, такому как гайка или болт). Превышение момента затяжки может привести к ослаблению и поломке резьбового элемента, в то время как недостаточная затяжка в конечном счете может привести к отпусканию элементов. Болты, винты и шпильки в зависимости от материала, из которого они изготовлены, и диаметра их резьбы имеют конкретные значения моменте затяжки, многие из которых, приведены в «Технических данных» в начале каждой главы. Строго придерживайтесь приведенных рекомендаций по усилиям затяжки применяемого крепежа. Для крепежных изделий, для которых не определены конкретные значения момента затяжки, в качестве руководства можно использовать представленную здесь общую таблицу значений моментов затяжки.


Эти значения даны для сухих (несмазанных) крепежных изделий, завинчиваемых в сталь или чугун (не в алюминий). Как упомянуто выше, величину момента затяжки, который можно безопасно приложить к крепежному элементу, определяют размер и класс прочности. Значения, указанные здесь, приблизительны для крепежа классов прочности 2 и 3. Более высокий класс прочности может допустить больший момент затяжки.
Определенные резьбовые соединения (как, например, крепление головки цилиндров, поддона картера и различных крышек) во избежание деформации крепежных изделий следует отпускать и затягивать в строго определенной последовательности. Порядок затяжки и отпускания такого крепежа приведен в тексте соответствующей главы настоящего Руководства. Если специальный порядок не оговорен, во избежание деформации элемента следует придерживаться приведенной ниже процедуры.
На первой стадии все болты/гайки следует затягивать усилием от руки. Далее каждый из элементов крепежа по очереди следует повернуть еще не один полный оборот, причем затягивать следует в перекрестной последовательности. Далее, вернувшись к первому элементу, следует повторить процедуру в том же порядке, затягивая крепеж еще на полоборота. Продолжайте выполнение процедуры, дотягивая каждый болт/гайку теперь уже на четверть оборота на один подход, до тех пор пока все они не будут затянуты требуемым усилием. При отпускании и вывинчивании крепежа следует действовать в аналогичной манере, но в обратной последовательности.
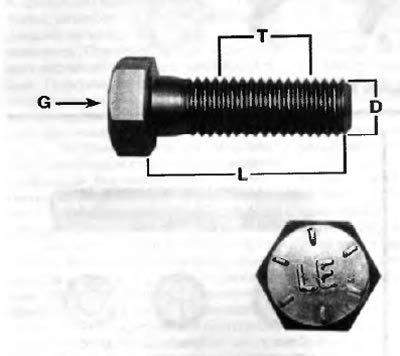
Маркировка болтов по их классу прочности/размерам согласно стандарту SAE
G - Маркировка классе прочности
L - Длина (в дюймах)
Т - Шаг резьбы (число витков на дюйм)
D - Номинальный диаметр (в дюймах)
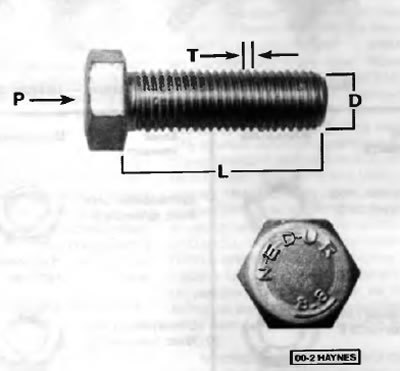
Метрически маркировка болтов по их классу прочности/размерам
G - Класс прочности
L - Длина (а миллиметрах)
Т - Шаг резьбы (расстояние между витками резьбы в миллиметрах)
D - Диаметр