
Проверка
1. Измерьте износ и конусность в направлениях X и Y в трех плоскостях в каждом цилиндре, как показано.
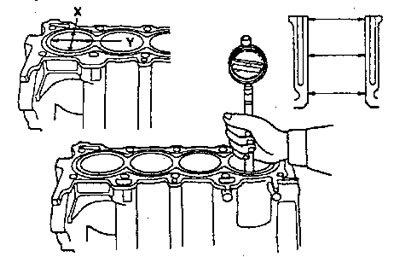
Размер отверстия цилиндра:
Двигатели А16А2, В16А4, В1БА5, В16А6:
- Номинальное значение: 81,00-81,02 мм
- Эксплуатационное значение: 81,07 мм
Остальные двигатели:
- Номинальное значение: 75,00-75,02 мм
- Эксплуатационное значение: 75,07 мм
Увеличенный размер:
Двигатели А16А2, В16А4, В16А5, В16А6:
- Увеличение на 0,25 мм: 81,25-81,27 мм
Остальные двигатели А16А2, В16А4, В16А5, В16А6:
- Увеличение на 0,25 мм: 75,25-75,27 мм
- Увеличение на 0,50 мм: 75,50-75,52 мм
Конусность отверстия (разница между измерением в первой и третьей плоскостях)
- Предельное значение: 0,05 мм
Если размеры отверстия в каком-либо из цилиндров выше увеличенного эксплуатационного значения, замените блок. Если блок должен быть расточен повторно, повторите раздел "Проверка зазора поршня" после растачивания.
Примечание: поцарапанные или зазубренные отверстия цилиндра должны быть подвергнуты хонингованию.
Предельные значения расточки:
Двигатели В16А2, В16А4, В16А5, В16А6:
- Увеличение отверстия на 0,25 мм;
Остальные двигатели:
- Увеличение отверстия на 0,50 мм
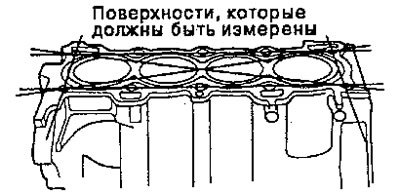
2. Проверьте верхнюю плоскость блока на искривление. Измерьте по краям и через центр, как показано.
Коробление блока цилиндров:
Двигатели В16А2, В16А4, В16А5, В16А6:
- Номинальное значение 0,05 мм
- Эксплуатационные значения: 0,08 мм
Остальные двигатели:
- Номинальное значение: 0,07 мм
- Эксплуатационные значения: 0,10 мм
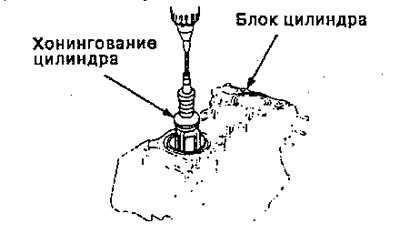
Хонингование отверстия
1. Измерьте отверстия цилиндра. Если блок используется повторно, необходимо хонинговать цилиндры и измерить отверстия еще раз.
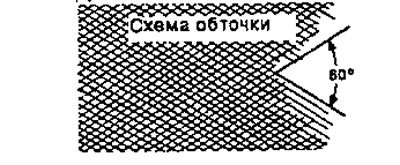
2. При хонинговании отверстий цилиндра используйте СОЖ и мелкозернистый камень (зернистостью 400 условных единиц) с перекрещивающейся траекторией зерен через 60 градусов.
Примечание.
- Используйте только жесткий хон с брусками зернистостью 400 условных единиц или более тонкий абразив, как Sunnen, Amrnco или эквивалентный.
- Не используйте изношенные или разбитые абразивные бруски.
3. Когда хонингование закончено, тщательно очистите блок двигателя от всех металлических частиц. Вымойте отверстия цилиндра горячей мыльной водой, затем высушите и немедленно покройте маслом, во избежание образования ржавчины.
Примечание: никогда не используйте растворитель, это только может вызвать перераспределение напряжений.
4. Если после хонингования до эксплуатационных значений, все же остались царапины и зазубрины, расточите блок цилиндра еще раз.
Примечание: легкие вертикальные царапины и зазубрины, если они не глубокие и при осмотре ваш ноготь не застревает в них, и если они не идут по всей длине отверстия, допустимы.
Примечание: после хонингования тщательно вымойте цилиндры мыльной водой; хонингуются отверстия только с царапинами или зазубринами.
Примечание. По окончании хонингования тщательно прочистите цилиндр в мыльной воде.