
Деформированные места панелей выправляют, как правило, вручную при помощи специального инструмента (молотков, рычагов, различных оправок) и приспособлений.
Правку с нагревом используют для осаживания (стягивания) сильно растянутых поверхностей панелей. Для предотвращения ухудшения механических свойств металла панели нагревают до 600-650°С (вишнево-красный цвет). Диаметр нагретого пятна должен быть не более 10-15 мм.
Рихтовку панелей с усадкой металла производите следующим образом:
- угольным электродом сварочного полуавтомата или газовой горелкой нагрейте точки металла от периферии к центру дефектного участка и ударами деревянной киянки или молотка осаживайте нагретые места с обратной стороны осаживаемого участка, используя поддержку или наковальню;
- повторяйте операции нагревания и осаживания металла до получения необходимой поверхности панели.
Неровности на панелях можно выровнять при помощи полиэфирных шпатлевок, термопластика, эпоксидных мастик холодного отвердения и при помощи припоя.
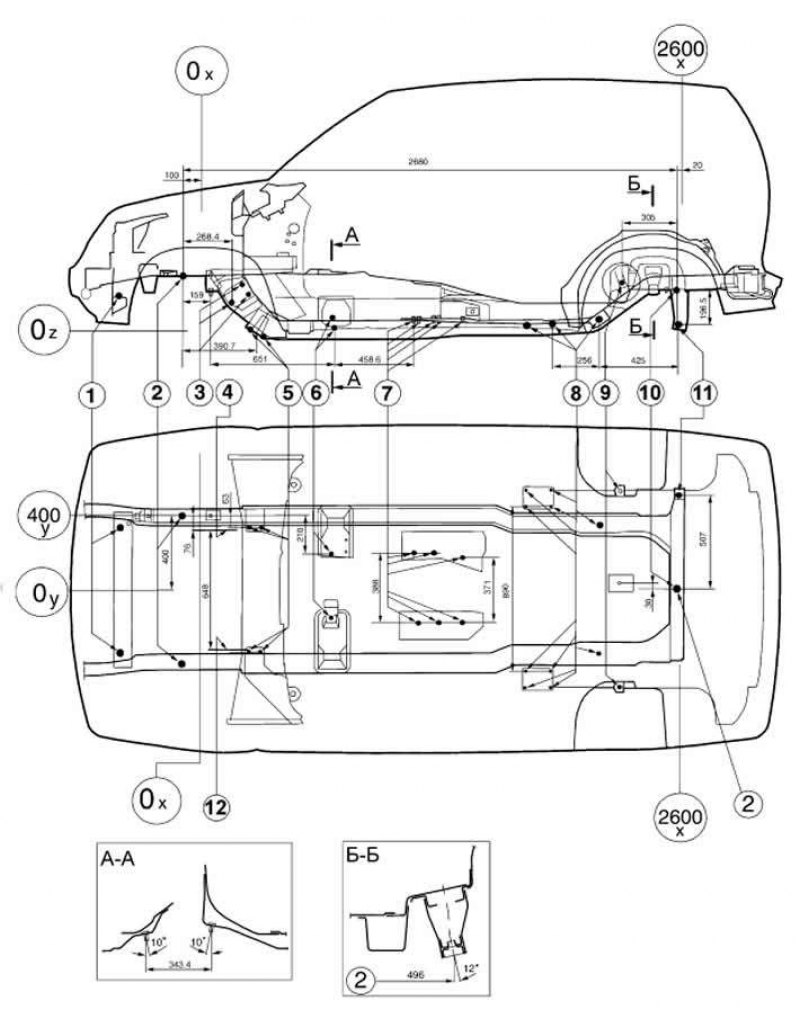
Рис. 8-5. Основные справочные размеры точек крепления узлов и агрегатов автомобиля: 1 - отверстия для установки радиатора; 2 - базовые отверстия диаметром 20 мм; 3 - крепления рулевого механизма; 4 - привалочная плоскость кронштейна маятникового рычага; 5 - крепления стабилизатора; 6 - крепления задней опоры силового агрегата; 7 - крепления раздаточной коробки; 8 - крепления рычагов задней подвески; 9 - крепления заднего амортизатора; 10 - базовое отверстие; 11 - крепления поперечной штанги; 12 - привалочная плоскость рулевого механизма.
Полиэфирные шпатлевки типа «Хемпропол-П» или ПЭ-0085 образуют надежные соединения с панелями, зачищенными до металла. Температура в рабочем помещении не должна быть ниже 18°С. Приготовленную полиэфирную шпатлевку необходимо использовать по времени не более чем за 10 мин. Она окончательно затвердевает через 60 мин после нанесения. Толщина слоя шпатлевки на обработанной поверхности панели не должна превышать 2 мм.
Термопластик выпускается в виде порошка. Эластичные свойства, необходимые для нанесения его на металлическую поверхность панели, он приобретает при температуре 150-160°С. Поверхность, подлежащая заполнению, должна быть тщательно очищена от ржавчины, окалины, старой краски и других загрязнений. Адгезия термопластика лучше к шероховатой поверхности металла. Для нанесения термопластика участок, подлежащий выравниванию, нагревают до 170-180°С и наносят первый слой порошка, который укатывают металлическим валиком. Затем наносят второй слой и так далее до заполнения неровности. Каждый слой укатывают до получения монолитного слоя пластической массы. После отверждения термопластик обрабатывают рихтовочной пилой.
Припои типа ПОССу 18-2 или ПОССу 25-2 применяются для выравнивания участков, ранее заполненных припоем, наращивания кромок деталей и устранения зазоров.
При значительных повреждениях деталей кузова их заменяют новыми с использованием электродуговой сварки в среде защитных газов.