
Обработка производится специальным инструментом.
Внимание: нагревание ГБЦ или охлаждение направляющих втулок клапанов для их установки не является необходимым. Использование направляющих втулок клапанов со стопорным кольцом прекращено с ноября 1994 г.
После установки втулок в ГБЦ произведите финишную обработку отверстий во втулках.
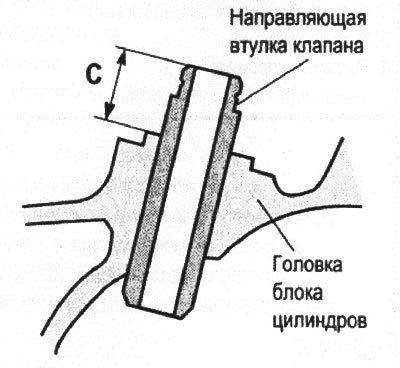
VN 2. 064. Стандартное значение выступания: 10,2-10,4 мм
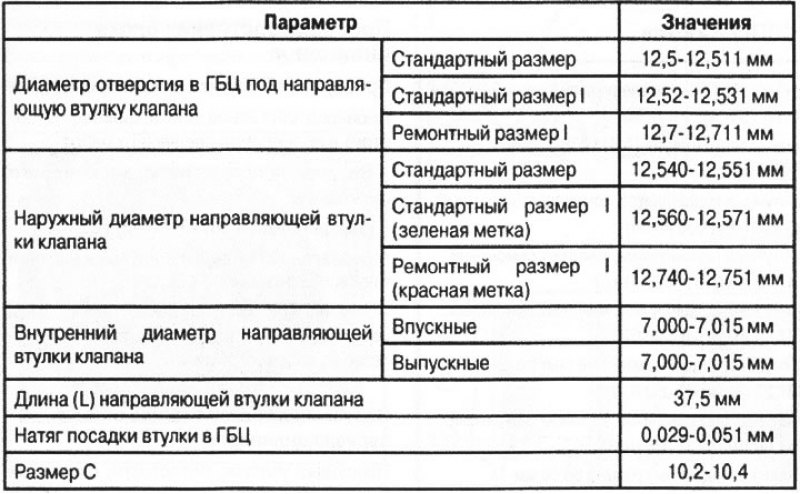
Контрольные размеры направляющих втулок клапанов
Моменты затяжки резьбовых соединений
| Винт крепления крышки привода распределительного механизма к головке блока цилиндров М8 | 20 Нм |
| Винт крепления передней крышки к головке блока цилиндров | 14 Нм |
| Винт крепления головки блока цилиндров к блоку, 1 этап | 60 Нм |
| Винт крепления головки блока цилиндров к блоку, 2 этап | 90 |
| Винт крепления головки блока цилиндров к блоку, 3 этап | 90 |
| Фланцевое соединение выпускного коллектора с турбонагнетателем | 30 Нм |
| Болт крепления масляного трубопровода к турбонагнетателю | 18 Нм |
| Болт крепления масляного трубопровода к головке блока цилиндров | 9 Нм |