
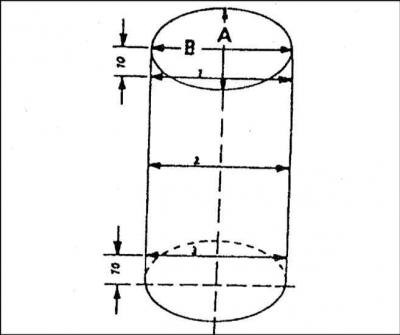
1. Измерение цилиндра следует произвести в направлениях А и В. Кроме того, измерения следует произвести на расстоянии 10 мм от верхнего края, 10 мм от нижнего края и в средней части, т.е. на уровнях 1, 2 и 3. В общей сложности, нужно произвести по шесть измерений на каждом цилиндре. Все измеренные величины нужно записать и сравнить с приведенными в Спецификациях.
2. Следует иметь в виду, что придется растачивать все цилиндры, даже если размеры одного из цилиндров не находятся в норме. Допустимо отклонение на 0.8 мм от номинальной величины. Ремонтные размеры поршней указаны в Спецификациях.
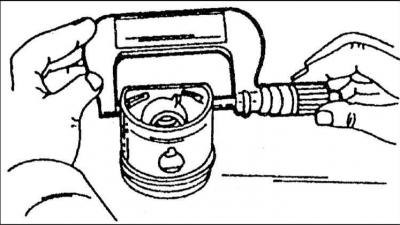
3. Окончательный размер цилиндра определяется после измерения диаметра поршня, которое проводится в 10 мм от нижнего края юбки поршня и в правом углу отверстия поршневого пальца.
4. После чего к этому размеру следует добавить величину зазора поршня 0.03 мм. Кроме того, следует добавить 0.02 мм на хонингование цилиндра.
(Посмотрите оригинал на портале: Autoinstruction.ru)
5. Для проверки зазора поршня в цилиндре следует измерить поршень и цилиндр описанным выше способом, и вычислить разницу между этими величинами. Если результат превышает 0.08 мм, нужно растачивать цилиндры, поскольку зазор достиг предельной величины износа.