
Наиболее эффективна противокоррозионная обработка кузова в условиях заводов перед сборкой автомобилей, так как все труднодоступные места и скрытые полости относительно доступны для качественного нанесения покрытий. Противокоррозионная обработка в условиях автозаводов осуществляется на специально оборудованных установках, расположенных перед главным конвейером (ВАЗ) или на участках окрасочного конвейера непосредственно перед камерой для нанесения противошумной мастики (АЗЛК).
По технологии противокоррозионной обработки кузовов на ВАЗе тиксотропный защитный состав НГМ-МЛ вводится в скрытые полости методом безвоздушного распыления с использованием импортного оборудования при давлении на выходе из форсунок (распылительных головок-насадок) 4—12 МПа и температуре 20±5°С. Окрашенные кузова проходят противокоррозионную обработку на специальных Установках, которые представляют собой камеры, оборудованные конвейером, вытяжной вентиляцией и системой централизованной подачи защитного продукта к распыливающим Пистолетам. Централизованная система подачи защитного продукта включает емкость, пневмонасос высокого давления, фильтр, трубопроводы и шесть раздаточных рукавов с Распиливающими пистолетами, каждый из которых имеет насадку для обработки определенных скрытых полостей и Участков кузова. Противокоррозионная обработка производится при непрерывном движении кузовов в камере. Применение тиксотропных защитных составов НГМ-МЛ, Мольвин исключает загрязнение конвейера после выхода кузовов из камеры противокоррозионной обработки скрытых полостей.
Противокоррозионная обработка готовых автомобилей на автозаводах производится на специальных установках, состоящих из конвейера и камеры, оборудованной вытяжной вентиляцией и гидрофильтром. Установки подобного типа применяются для нанесения противошумной мастики на днище автомобилей (рис. 26). Защитное покрытие наносится на подкузовную часть автоматически при движении автомобилей через камеру со скоростью 8 м/мин.
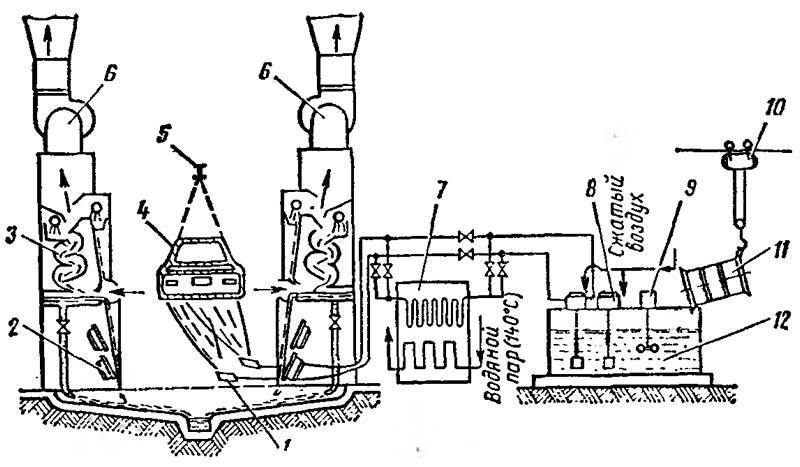
Рис. 26. Схема установки для нанесения защитных покрытий на основание кузова: 1 - распылитель: 2 - источники света; 3 - гидрофильтр; 4 - кузов; 5 - конвейер; 6 - вытяжная вентиляция; 7 - теплообменник; 8 - пневмонасос; 9 - мешалка; 10 - опрокидыватель; 11 - бочка с ПИНСом; 12 - емкость
Смотрите оригинал на указанном сайте [www.autoinstruction.ru]
Применение пленкообразующих ингибированных составов для противокоррозионной обработки кузовов на ВАЗе позволило увеличить срок службы автомобилей на 4 г. Внедрение дополнительной обработки ПИНСами предусматривается и на других автозаводах.
Консервация запасных частей на современных автозаводах в основном производится на полуавтоматических линиях, объединяющих установки обезжиривания деталей и нанесения защитных покрытий. Обезжиривание производится в парах трихлорэтилена. После обезжиривания контейнеры с запасными частями по конвейеру поступают на установку консервации. Ванна установки консервации заполняется пленкообразующим ингибированным составом НГ-216В, который представляет собой раствор пленкообразующего концентрата в трихлорэтилене — растворителе, безопасном в пожарном отношении. Нанесение продукта НГ-216В на детали производится методом погружения при температуре 50°С. После испарения трихлорэтилена на деталях образуется светло-коричневая полутвердая защитная пленка толщиной 20 мкм.
Консервацию запасных частей производят также ингибированными маслами К-17, НГ-203, НГ-204у, НГ-207 и защитными смазками ПВК, ВТВ-1. Детали предварительно обезжириваются погружением в ванны с уайт-спиритом. Консервационные масла наносятся на детали погружением, кистью или пиевмораспылителем. Пластичные защитные смазки наносятся кистью. При разведении смазок уайт спиритом или другим растворителем возможно нанесение их на защищаемые детали погружением или пневмораспылителем.