
Лабораторные испытания защитных свойств масел, смазок и нефтяных ингибированных составов проводятся согласно ГОСТ 9.054—75 на образцах из стали (сталь 10), меди (M1, М2, МО), алюминия (АК6), а также из других металлов и сплавов (чугун, бронза, магниевые сплавы и др.). Для испытаний рекомендуются соответственно подготовленные пластинки размером 50x50x4 мм. Возможно проведение испытаний на пластинках другого размера, а также на отдельных деталях и изделиях. Например, за рубежом широко используются для этой цели подшипники в сборе (метод ASTMD 1743—64 и др.).
ГОСТ 9.054—75 предусматривает пять методов испытаний, характеризующихся соответственно следующими условиями:
- 1) повышенными относительной влажностью и температурой воздуха без конденсации, с периодической или постоянной конденсацией влаги на образцах;
- 2) повышенными относительной влажностью и температурой воздуха при воздействии сернистого ангидрида с периодической конденсацией влаги;
- 3) воздействием соляного тумана;
- 4) постоянным погружением в электролит;
- 5) воздействием бромистоводородной кислоты.
Сущность 1-го метода заключается в выдерживании консервационных материалов, нанесенных на металлические пластинки, в вышеназванных условиях. Испытания проводят в камерах с неавтоматическим или автоматическим регулированием относительной влажности и температуры воздуха (например, в гидростате Г-4). Конструкция камер должна исключать возможность попадания конденсата на" испытуемые образцы с элементов конструкции и вышерасположенных образцов.
При подготовке к испытаниям металлические пластинки обезжиривают последовательно бензином и спиртом, высушивают, а затем погружением их в испытуемый защитный материал (масла, нетиксотропные пленкообразующие составы) при температуре 20—25°С на 1 мин наносят его на пластинки. Затем их выдерживают на воздухе в течение не менее 1 ч для масел и не менее 20 ч для пленочных покрытий. Пластичные смазки наносят на поверхность пластинок слоем 0,030±0,005 мм растиранием, по трафарету или погружением в смазку, нагретую до температуры на 20—25°С выше температуры плавления, но не ниже 100°С. Способ нанесения погружением применяют для углеводородных смазок. Толщину слоя смазки регулируют изменением температуры нагрева смазки, времени выдержки пластинки в расплаве и скорости ее извлечения из расплава.
Контроль толщины слоя смазок и пленочных покрытий осуществляют взвешиванием на аналитических весах с погрешностью не более±0,0002 г. Толщину слоя (в мм) вычисляют по формуле:
где Р2 — масса пластинки со смазкой или пленочным покрытием, г;
Р1 — масса чистой пластинки, r;
F — площадь поверхности пластинки, см²;
0,9 — средняя плотность смазки или пленочного покрытия, г/см³;
0,1 — коэффициент для пересчета в мм.
Испытания без конденсации влаги на образцах проводят при температуре 40±2°С и относительной влажности 95+3%. Испытания с периодической конденсацией влаги на образцах проводят циклами. Каждый цикл испытаний состоит из двух частей. В первой части цикла образцы подвергают воздействию воздушной среды с температурой 40±2°С и относительной влажностью 95±3 % в течение 7 ч. Во второй части цикла создают условия конденсации влаги на образцах путем их охлаждения до температуры ниже температуры камеры на 5—10°С или охлаждением образцов и камеры одновременно путем выключения нагрева? Продолжительность второй части цикла 17 ч.
Испытания при постоянной конденсации влаги на образцах проводят при температуре 49±2°С и относительной влажности 100%. Продолжительность испытаний устанавливают по нормативно-технической документации на консервационный материал или в соответствии с целью проведения испытаний.
По 2-му методу консервационвые материалы, нанесенные на металлические пластинки, выдерживают в атмосфере повышенных значений температуры и относительной влажности воздуха при воздействии сернистого ангидрида с периодической конденсацией влаги на образцах. Испытания проводят в камерах из органического стекла или другого коррозионностойкого материала, снабженных оборудованием для обеспечения постоянной концентрации сернистого ангидрида и контроля концентрации в течение времени испытаний. Испытания проводят циклами. Каждый цикл состоит из двух частей: в первой части образцы подвергают воздействию сернистого ангидрида при концентрации 0,015 объемных процентов при температуре 40±2°С и относительной влажности воздуха 95±3% в течение 7 ч; во второй части цикла создают условия конденсации влаги на образцах путем охлаждения образцов и камеры выключением нагрева. Продолжительность второй части цикла 17 ч.
Сущность 3-го метода заключается в выдерживании консервационных материалов, нанесенных на металлические пластинки, в атмосфере соляного тумана. Испытания проводят в камере при температуре 35±2°С, где создается атмосфера соляного тумана путем пневмораспыления 5%-ного раствора хлористого натрия при расходе воздуха 12—15 л/мин.
Метод 4-й предусматривает выдерживание консервационных материалов, нанесенных на металлические пластинки, в электролите — искусственной морской воде. Электролит представляет собой раствор солей в дистиллированной воде при следующей концентрации (в граммах на литр): магний хлористый — 11,0; кальций хлористый — 1,2; натрий сернокислый — 4,0; натрий хлористый — 25,0. Электролит должен иметь водородный показатель pH, характеризующий его щелочность при pH более 7 или кислотность при pH менее 7, в пределах 8,0—8,2. Устанавливают водородный показатель электролита путем добавления в него 25%-ного раствора углекислого натрия в дистиллированной воде. Испытания при постоянном погружении в электролит проводят при комнатной температуре в течение не менее 20 ч. Пластинки из разных металлов погружать в электролит одновременно не допускается.
Сущность 5-го метода заключается в определении способности масел и других защитных нефтяных материалов вытеснять бромистоводородную кислоту с поверхности металлической пластинки. Для проведения испытаний в один стеклянный стакан наливают не менее 200 мл испытуемого консервационного материала, в другой — 0,1%-ный раствор бромистоводородной кислоты. Чистую пластинку погружают в раствор бромистоводородвой кислоты не более чем на 1 с, извлекают ее и 12 раз в течение 1 мин погружают в испытуемый продукт при комнатной температуре. Затем пластинку подвешивают и выдерживают на воздухе при комнатной температуре в течение 4 ч, после чего промывают бензином и оценивают коррозию.
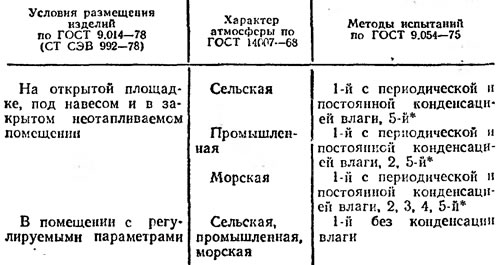
Метод испытаний или комплекс методов, установленных ГОСТ 9.054—75, выбирают в зависимости от цели испытаний консервационного материала и условий размещения защищаемого изделия (табл. 4).
Таблица 4. Выбор методов испытаний
Оригинал найдёте на этом ресурсе: www.autoinstruction.ru
* Метод 5 применяют только пун оценке защитных свойств масел.
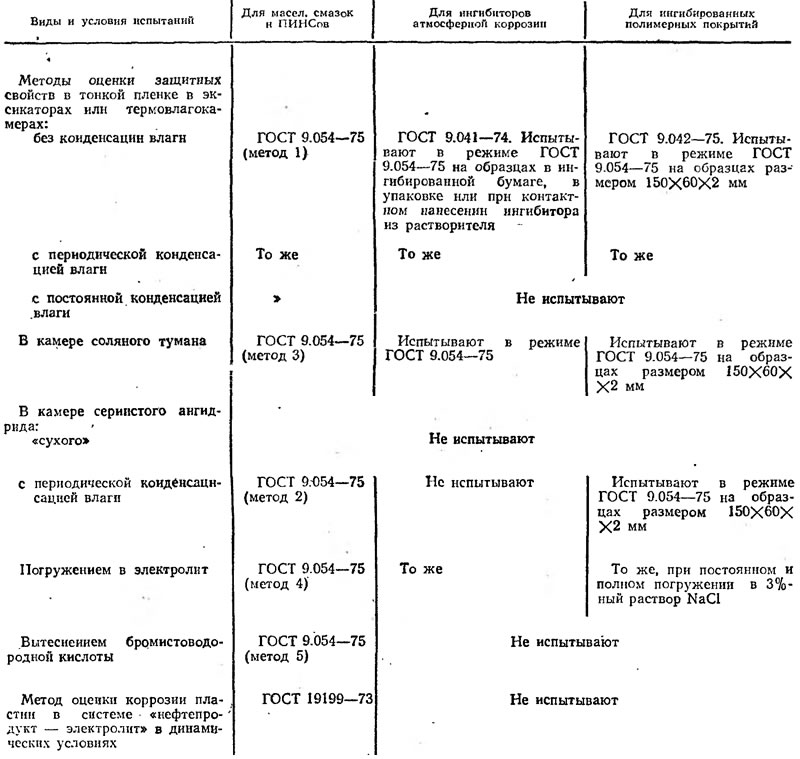
Методы испытаний защитных свойств смазочных материалов в сопоставлении с методами коррозионных испытаний ингибиторов атмосферной коррозии (ГОСТ 9.041—74) и методами испытаний ингибированных полимерных покрытий (ГОСТ 9.042—75), а также некоторыми зарубежными методами испытаний смазочных материалов, приведены в табл. 5. Подробнее зарубежные методы испытаний, условия их проведения и критерии оценки изложены в обзоре А. В. Виленкина.
Таблица 5. Некоторые отечественные методы испытаний защитных свойств
Оценка результатов испытания проводится:
- визуально (сравнением с трафаретом) в процентах пораженной коррозией поверхности образца;
- по условной балльной системе;
- по изменению цвета и потере массы образца за определенное время (главным образом для цветных металлов);
- в исследовательских целях — по изменению (ухудшению) функциональных свойств металла: изменению микропрофиля, поверхностной структуры, микротвердости, работы выхода электрона, отражательной способности (блеска) металла и пр. Необходимо учитывать, что принятая у нас балльная система оценки коррозии (ГОСТ 9.041—74, 9.042—75 и др.) обратна балльной системе оценки, принятой во многих зарубежных странах (табл. 6).
Таблица 6. Балльная система оценки коррозии, принятая в СССР и за рубежом (США, Великобритания и др.)
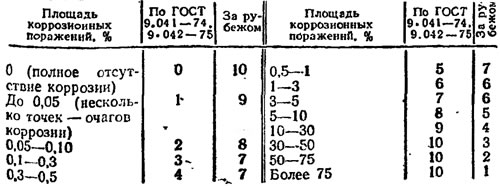
Контрольные испытания и у нас, и за рубежом проводят главным образом до появления первых очагов коррозии и фиксируют гарантийное время защиты, индукционный период. Регламентируется либо полное отсутствие коррозии за данное время (0% пораженной поверхности или 0 баллов по ГОСТ 9.042—75), либо появление первых очагов коррозии — 3—8 точек (0,05—0,1% пораженной поверхности), либо в жестких условиях допускается до 1% пораженной поверхности. В исследовательских целях следят за кинетикой коррозионного процесса, фиксируя развитие коррозии вплоть до полного разрушения защитной пленки.
Для проведения коррозионных испытаний во многих странах разрабатываются различные камеры, везерометры, стендовые установки и другое оборудование. Наибольшее распространение получили термовлагокамеры и везерометры (аппараты искусственной погоды): в СССР термовлагокамера Г-4 и другие камеры этого типа, везерометр ИП-1-3; ГДР камеры Файтрон и ИЛКА; в ФРГ камеры Вейс, Брабендер и др.; в Италии камера Тунинетто, в СРР везерометр и камера солевого тумана ИЧПЕ; в Голландии везерометр Хенотест; в Японии везерометр Ямазаки и многие другие. Некоторые камеры дают возможность проводить испытания при температуре от -50 до +90°С при повышенном и пониженном давлении, условиях дождевания, «песчаных бурь», агрессивных газов, интенсивного ультрафиолетового облучения, иногда — интенсивного радиоактивного (рентгеновского) облучения. Многие камеры по размерам позволяют проводить в них испытания крупногабаритных изделий в сборе, например, автомобилей. Практически во всех странах мира созданы и эксплуатируются камеры «сухого» или «влажного» сернистого ангидрида и камеры солевого тумана. Многие камеры и приборы создаются для разработки и испытаний специальных нефтепродуктов: смазок для защиты от коррозии морских сооружений (камеры с морской водой и искусственными волнами), продуктов для защиты кузова автомобиля (метод Тонэр и стенд АУСМ).
В табл. 7 приведены ориентировочные требования по гарантийным срокам защиты рабочих (Р), консервационных (К), консервационно-рабочих (КР) и рабоче-консервационных (РК) смазочных материалов и ПИНСов при испытании их стандартными методами.
Таблица 7. Ориентировочные требования по гарантийному сроку защиты в часах при испытаниях по ГОСТ 9.054—75 смазочных материалов и ПИНСов
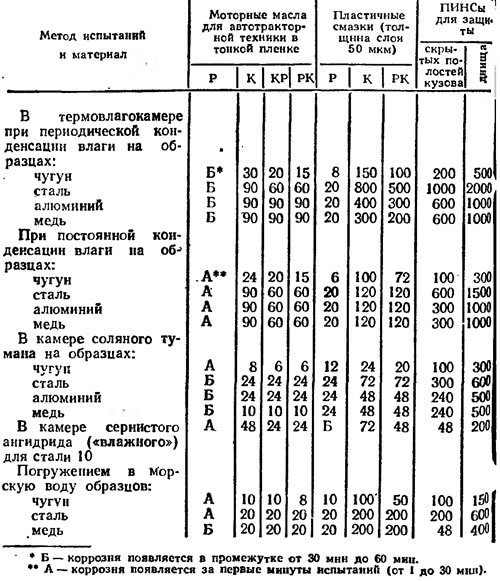
Как видно из данных табл. 7, испытания по ГОСТ 9.054—75 позволяют достаточно строго классифицировать смазочные материалы по уровню их защитных свойств, однако для смазочных материалов типов К, КР и РК эти испытания проводятся в течение весьма длительного времени и для прогнозирования гарантийных сроков защиты в естественных условиях требуются дополнительные электрохимические исследования и специальные испытания.