
Причины выхода из строя
Как показывает опыт, основными причинами выхода из строя головки цилиндров и клапанного механизма являются неправильная регулировка и недостаточное техническое обслуживание.
Нарушение порядка затягивания болтов головки цилиндров приводит к деформации клапанов, или к залипанию форсунок, что является причиной перебоев в работе двигателя.
Деформация клапанов обусловлена тем, что головка клапана неравномерно прилегает к седлу, - одна сторона входит в соприкосновение с седлом раньше чем другая и охлаждается быстрее. Поэтому, сила прижатия клапана с одной стороны больше чем с другой. Горячие газы проходят через неплотно прилегающую часть клапана, и из-за теплового расширения галтели клапана клапан приоткроется еще больше. Эта цепочка событий приводит к выходу клапана из строя.
Развитие трещин между отверстием под клапан и форсункой часто обусловлено перегревом или чрезмерным попаданием топлива, частыми остановками перегретого двигателя, ухудшением качества охлаждающей жидкости. Кроме того, трещины в этом месте возникают из-за частого пользования эфиром для пуска двигателя.
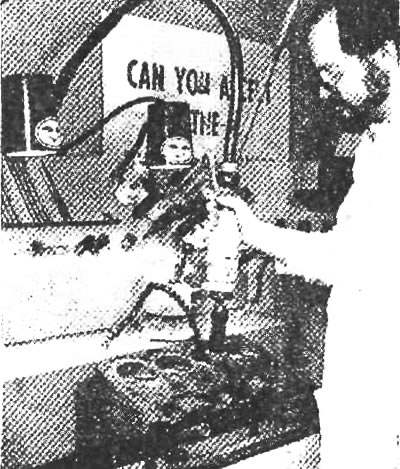
Повреждение головки цилиндров, показанное на рисунке 21.1 является результатом попадания в камеру сгорания материала от поврежденного клапана, поломанного седла клапана, обломка поршня или поршневого кольца.
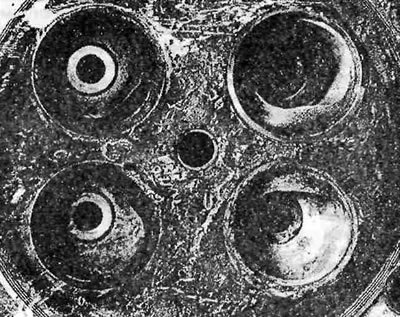
21.1. Повреждение головки цилиндров попадания в камеру сгорания постороннего материала
Причины повреждения клапанов и седел
Причинами усиленного износа фаски клапана и седла являются несоответствие норме усилия пружины клапана, увеличение зазоров в клапанах против нормы, длительная работа дизеля на больших оборотах или частый перегрев дизеля. Если такой дефект обнаруживается только на впускных клапанах и их седлах, то причиной его является попадание грязи с всасываемым воздухом.
Искривление клапана обусловлено неправильной установкой седла, интенсивным образованием нагара и смолистых отложений, недостаточным охлаждением, засорением воздушного тракта, частыми перегрузками двигателя, выходом из строя турбокомпрессора, уменьшением зазоров в клапанах, потерей упругости пружин клапанов.
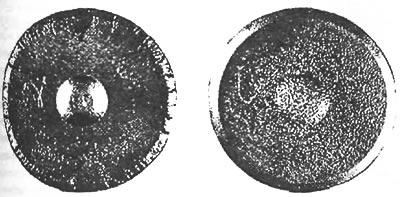
Зольные отложение я белого цвета, или нагар (Рисунок. 21.2) обычно обусловлены остатками сгоревшего масла. Масло могло попасть через поломанный поршень, изношенные маслосъемные кольца, через трещины в гильзе цилиндра, или из-за повышенного уровня масла в двигателе. Масло также попадает через увеличенные зазоры между коромыслом и втулкой или изношенные направляющие втулки клапанов

21.2. Зольные отложение я белого цвета (слева) или нагар (справа) на головке клапана
У клапана, показанного на рисунке 21.3 повреждена фаска и наблюдаются отложения нагара на галтели. Причинами этих дефектов являются неправильная регулировка клапанов, неполным сгоранием топлива, засорением выпускных патрубков, длительная работа на холостом ходу при низкой температуре, редкая замена масла и масляного фильтра, загрязнение масла.

21.3. Нагар на клапане
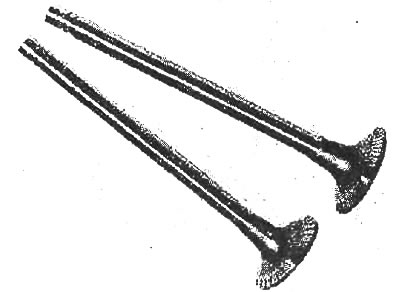
Разрушение клапана на рисунке 21.4 может быть обусловлено перегревом дизеля, недостаточным охлаждением, чрезмерным попаданием топлива в камеру сгорания, несоответствие момента впрыска топлива заданному, перегрузка дизеля, засорение впускного воздушного тракта, выход из строя турбокомпрессора. Длительная работа при любых из этих условий вед£т к перегреву седел клапанов и прогоранию клапанов. Если трещина наблюдается на нескольких седлах, то причиной является перегрев дизеля, если же трещина только на одном седле, то это следствие неправильной сборки, - несоосность седла, неправильная раззенковка, или ослабление седла клапана.
21.4. Повреждение клапана из-за перегрева
Причиной повреждения клапана, показанного на рисунке 21.5, является соударение с поршнем. Эта поломка случается редко, однако причинами являются поломка пружины клапана, заедание клапана в направляющей втулке, недостаточная смазка, погнутость стержня клапана, обильные отложения нагара на стержне клапана и направляющей втулке. Соударение головок клапанов с поршнями может также случится и при работе дизеля на высоких оборотах, в результате неправильной сборки клапанного механизма, износа сухарей или канавок в клапане под сухари.

21.5. Разрушение клапана из-за соударения с поршнем
Причинами усиленного износа направляющей втулок клапана являются попадание абразивного материала в масло, недостаточная смазка, перегрев, овальность седла клапана, деформация пружины клапана, неправильной шлифовкой дуговой части коромысла, упирающейся в торец стержня клапана. Недостаточная смазка обусловлена малым зазором между направляющей втулкой и клапаном, низким уровнем масла в двигателе, недостаточным давлением масла (изношен масляный насос), загрязнением масла.
Техническое обслуживание головки цилиндров
После полной разборки головку цилиндров следует продуть струей пара. Удалите жесткой щеткой нагар (Рисунок. 21.6).
Сильно загрязненную головку цилиндров следует промыть в ванне горячей очистки.

21.6. Очистка головки цилиндров
Проверьте головку внешним осмотром. Особое внимание следует уделять местам около направляющих втулок, седел, между форсунками и отверстиями под клапаны, где вероятность образования трещин наибольшая. Рекомендуется проверить головку методом флуоресцентной магнитоскопии (см. выше). Проверьте деформацию разъемной плоскости головки цилиндров с помощью калибра и щупа. При значительной деформации плоскости, а также при обнаружении коррозии и царапин головку следует прошлифовать.
На дизелях фирмы Volvo-Penta после шлифовки головки следует расточить уплотнительные канавки, чтобы придать им необходимую глубину (Рисунок. 21.7).
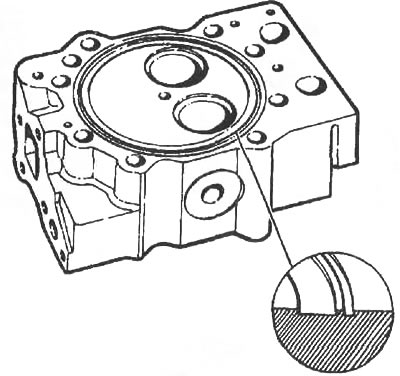
21.7. Уплотнительные канавки на дизелях фирмы Volvo-Penta
Проверка герметичности головки цилиндров
Создайте внутри головки цилиндров давление 275,8 кПа и погрузите головку цилиндров в воду. Выход пузырьков из под стыков направляющих втулок и седел клапанов с головкой не допускается. Можно также заполнить головку цилиндров водой, создать в ней давление 275,8 кПа и обдуть паром, чтобы повысить ее температуру до 127’С, после чего обдуть сжатым воздухом. По обнаружению увлажнений поверхности можно определить места трещин.
Проверка состояния втулок под форсунки
Эти втулки как правило, не требуют ухода и легко меняются (исключение составляют дизели Cummins серии К и Caterpillar 3500, в этих дизелях гнезда под форсунки отливаются заодно с головкой цилиндров).
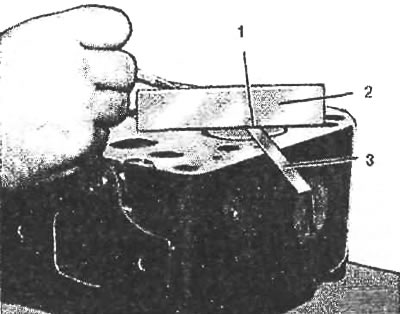
Чтобы удалить втулку (Рисунок. 21.8), нарежьте в ней резьбу и вверните болт с проушиной, после чего удалите форсунку ударным съемником.
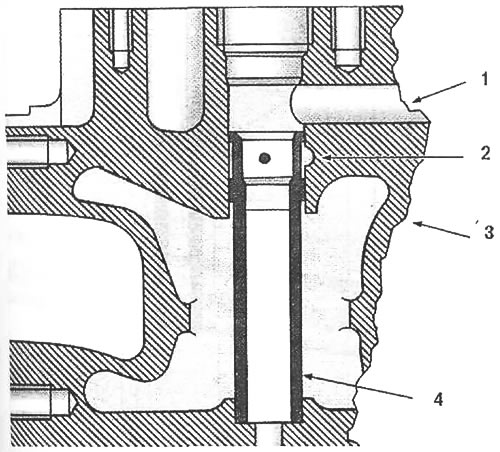
21.8. Втулка под форсунку: 1. Отверстие под впускной патрубок; 2. Канал для стока топлива; 3. Головка цилиндров; 4. Втулка
Продуйте головку цилиндров паром, доведя температуру до 127°С. Смажьте новую втулку маслом и герметиком и запрессуйте оправкой по месту. После запрессовки втулку следует развернуть, чтобы обеспечить надежный контакт форсунки с втулкой.
На двух- или четырех- цилиндровых дизелях Detroit и дизелях Cummins порядок технического обслуживания этих втулок несколько сложнее, при этом требуется специальная оснастка. Даже если на форсунках этих дизелей не обнаруживается никаких повреждений и утечек жидкости, следует проверить выступание форсунки и след от посадки форсунки. Если след неудовлетворительный, то втулку следует развернуть и снова проверить выступание форсунки. Если выступание форсунки выше нормы, то втулку следует заменить.
На дизелях Cummins проверяется посадочный след колпачка форсунки. Для этого слегка смажьте колпачок берлинской лазурью (синий краситель на основе гидратированного ферроцианида железа) и затяните форсунку с заданным моментом. Снимите форсунку и проверьте посадочный след, который должен быть в заданных пределах, а выступание головки также должно соответствовать норме (Рисунок. 21.9). Порядок замены форсунки изложен в пособии по ремонту (для каждого дизеля рекомендуются индивидуальная оснастка и порядок замены).
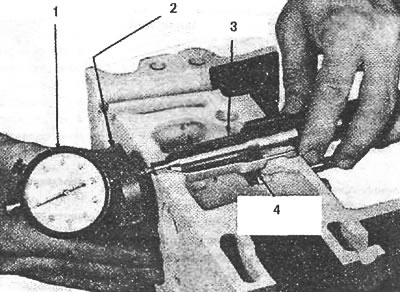
21.9. Измерение выступания форсунки на дизелях Detroit: 1. Стрелочный индикатор; 2. Основание; 3. Калибр; 4. Отверстие под форсунку
Направляющие втулки клапанов
В дизелях как правило применяются заменяемые направляющие втулки клапанов (Рисунок. 21.10). Втулки изготовлены из чугуна и обладают повышенной коррозионной устойчивостью и износостойкостью по сравнению с материалом головки цилиндров. Длина втулок как правило составляет половину длины клапана. Втулка запрессовывается в головку цилиндров так, что торец находится заподлицо с поверхностью отверстия под клапан. Это необходимо для того, чтобы исключить препятствие потоку всасываемого воздуха или выхлопных газов. Чтобы уменьшить трение и улучшить смазку, на части дизелей устанавливаются втулки с кольцевыми канавками или с накаткой. На втулках выпускных клапанов делается расточка для того, чтобы предотвратить образование нагара и уменьшить передачу тепла стержню клапана.
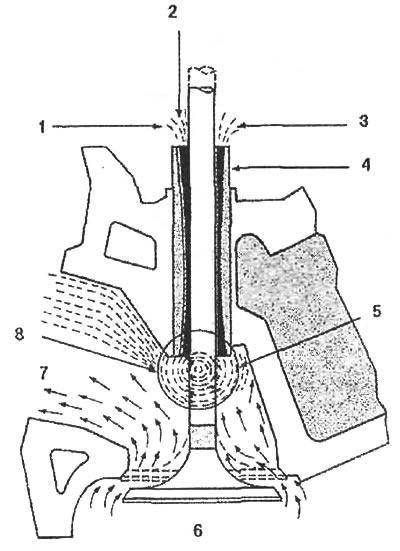
21.10. Износ клапана и направляющей втулки: 1. Действие силы тяжести; 2. Атмосферное давление; 3. Действие сил инерции; 4. Направляющая втулка; 5. Амортизация; 6. Камера сгорания
Проверка состояния и замена направляющих втулок
Износ втулок показан на рисунке 21.10.
Измерять внутренний диаметр втулки целесообразно после проверки их состояния. Отложения нагара удаляются металлической щеткой, насаженной на дрель. Внутренний диаметр втулки проверяется нутромером малого диаметра, выставленным на наибольший износ втулки. Проверьте диаметр в местах, указанных на рисунке 21.11. Если втулка прослаблена в любом месте, то втулку следует заменить, или запрессовать накатанную вставку.
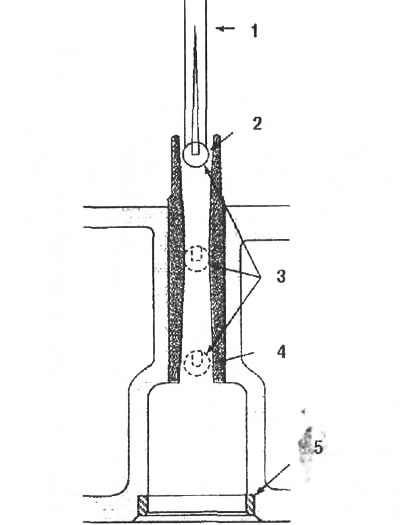
21.11. Колоколообразная направляющая втулка: 1. Внутренний диаметр втулки; 2. Износ втулки (образование раструба со стороны головки цилиндров); 3. Заменить втулку если диаметр превышает 8,796 мм в любом месте втулки; 4. Износ втулки (образование раструба со стороны головки клапана); 5. Седло выпускного клапана
Замена направляющих втулок
Направляющая втулка клапана выпрессовывается со стороны разъемной плоскости головки цилиндров. Проверьте состояние отверстия под втулку, при необходимости разверните отверстие и запрессуйте ремонтную втулку. Новая втулка запрессовывается оправкой так, чтобы торец втулки выступал на заданную высоту над поверхностью опорной шайбы пружины. Если в пособии по ремонту выступание втулки не указано, то втулка запрессовывется заподлицо с торцовой поверхностью отверстия в головке цилиндров со стороны головки клапана. Новую втулку рекомендуется отхоннинговать или развернуть, однако, некоторыми изготовителями предлагается лишь измерение внутреннего диаметра.
Проверка состояния и замена клапанов
Очистите клапан, промыв в растворителе. Отполируйте стержень очень мелкой наждачной тканью. Отложение нагара на галтели клапана, на головке или на фаске удаляется промывкой в растворителе со стеклянными шариками. Не допускается промывка стержня клапана в этом растворителе, так как усиливается износ стержня. Если на клапане обнаруживаются следы сильного износа (тарельчатость головки, образование микрократеров, следы прогорания), то его следует заменить. Если ширина уплотнительного пояска пояска головки клапана меньше нормы, то клапан также следует заменить (перешлифовке клапан не подлежит). Клапан меняется и в случае сильного износа торца стержня, так как твердосплавная часть торца уже удалена (рисунок 21.12).
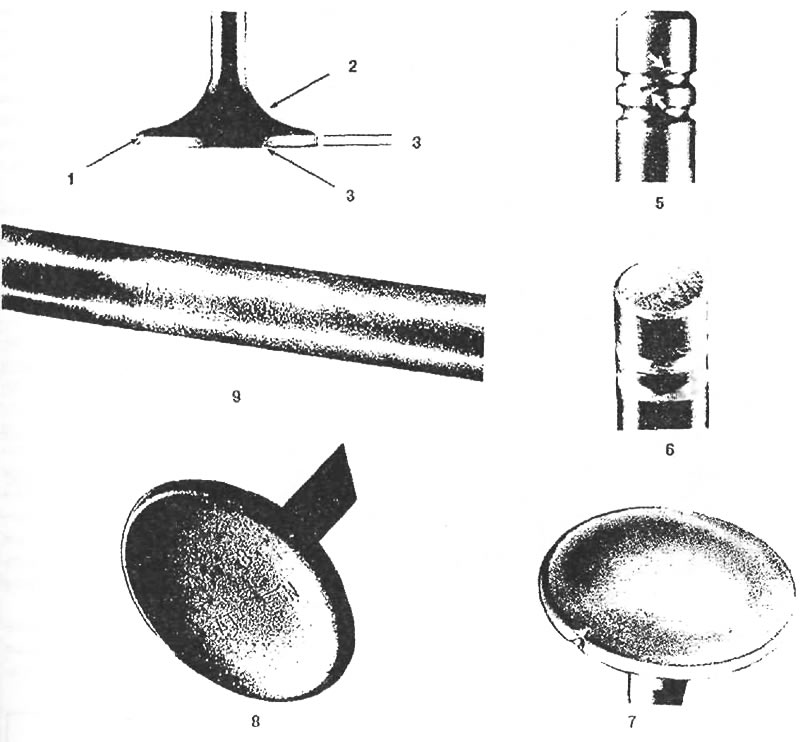
21.12. Места износа клапана: 1. Уплотнительный поясок; 2. Галтель; 3. Фаска клапана; 4. Головка клапана; 5. Повреждение канавок подсухарей; 6. Торец стержня клапана; 7. Поврежденная головка клапана; 8. Тарельчатость головки клапана; 9. Эрозия стержня клапана
Проверьте деформацию стержня клапана на приспособлении аналогичном показанному на рисунке 21.13.
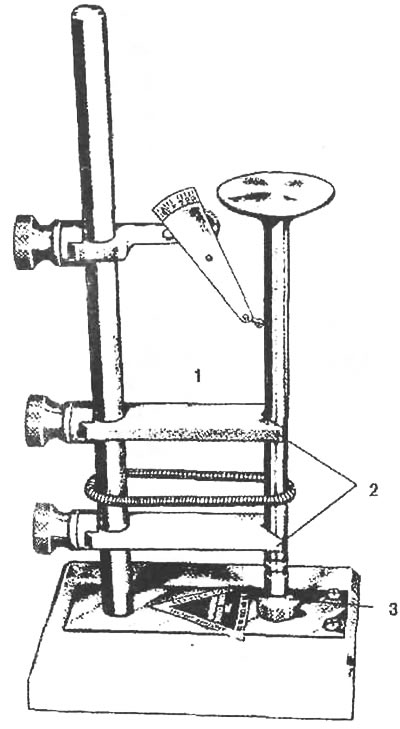
21.13. Проверка погнутости стержня клапана: 1. Замените клапан, если биение превышает 0,050 мм; 2. Зажимы; 3. Патрон
Шлифовка клапанов
Клапаны шлифуются на специальном суппортно-шлифовальном приспособлении. При шлифовке клапанов с натриевым надволнением в качестве эмульсии разрешается использовать только керосин (использование воды или масла не допускается, так как возможен взрыв при случайном повреждении стержня). Если клапан не удается сцентрировать (биение клапана выше нормы), или головка клапана расформирована, то клапан погнут или износ стержня превышает норму. Этот клапан шлифовке не подлежит, так как уплотнительный поясок после шлифовки будет неравномерным.

21.14. Шлифовка головки клапана
После удаления следов износа (ямок) проверьте ширину пояска. Если ширина превышает норму, то клапан замените, так как головка клапана в седле окажется ниже допустимого предела.
После шлифовки клапанов проточите торец стержня клапана в станке, аналогичном показанному на рисунке 21.15. Толщина снятого материала с торца не должна превышать 0,38 мм.
21.15. Торцевание стержня клапана
Окончательная проверка клапана
После проточки проверьте ширину фаски клапана и биение (которое не должно превышать 0,025 мм).
Внимание! Новые клапаны также следует проверить, так как они могли быть повреждены при транспортировке.
Седла клапанов
Седло клапана изготавливается из чугуна. Седло запрессовывается в головку цилиндров (Рисунок. 21.16).
21.16. Клапан и седло: 1. Головка цилиндров; 2. Угол фаски седла; 3. Угол фаски клапана; 5. Клапан; 6. Глубина клапана; 7. Седло; 8. Блок цилиндров
Проверка седла клапана
Легким постукиванием по головке цилиндров около седла, проверьте плотность посадки седла. Проверьте ширину фаски седла, которая должна быть от 1,52 до 3,04 мм. Если ширина фаски седла не соответствует норме, а шлифовкой исправить этот дефект невозможно, то седло надо заменить. Проверьте расстояние от плоскости головки цилиндров до головки клапана (глубину клапана). Если глубина (Рисунок. 21.16) меньше нормы, то головка клапана может столкнуться с поршнем. Если глубина больше нормы, то падает компрессия в цилиндре. Если седло клапана выполнено заодно с головкой цилиндров, то в случае износа седла следует запрессовать вставку.
Седло удаляется съемником (например, показанным на рисунке 21.17). При отсутствии захватного съемника можно прогреть седло сварочным электродом, сделав наплавки в двух местах с внутренней стороны седла (при наплавке следует принять меры к тому, чтобы не повредить направляющую втулку клапана). После охлаждения седло достается рукой или плоскогубцами.
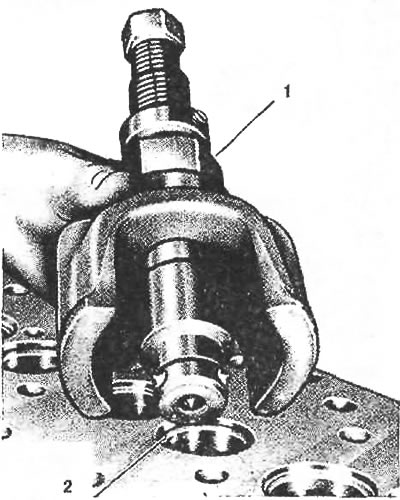
21.17 Съемник для удаления седла клапана: 1. Гайка для раздвижения захватов съемника; 2. Седло выпускного клапана
Проверьте состояние отверстия под седло. Мелкие трещины и задиры удалите. Некоторыми изготовителями рекомендуется расточить отверстие под седло и запрессовать ремонтное седло.
Новая втулка запрессовывается оправкой или с помощью пресса. На части дизелей после установки седла рекомендуется раскернить металл вокруг седла притупленным керном.
Шлифовка седла клапана
Инструмент
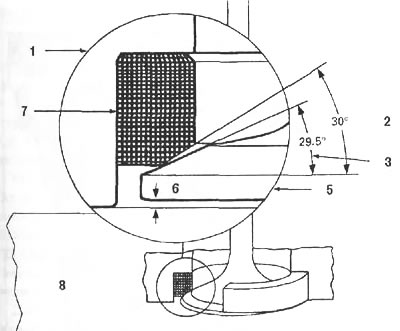
После шлифовки должен быть выдержан угол фаски седла, ширина и фаски должна соответствовать норме, а фаска должна быть строга соосной с направляющей втулкой. Для шлифовки седла применяется машинка с шарошками, которые одеваются на направляющую. Диаметр направляющей должен быть в точности равен внутреннему диаметру направляющей втулки (последний должен соответствовать норме), Некоторыми изготовителями рекомендуется выдержать угол фаски клапана на 0,5-1,5° больше угла фаски седла. Этот угол называется углом прилегания. Этот угол выдерживается с целью обеспечить герметичный узкий уплотнительный поясок на холодном дизеле. По мере прогрева дизеля клапан и седло прилегают друг к другу по более широкому участку вследствие теплового расширения и "закручивания" фаски клапана.
Шлифовка
При шлифовке (Рисунок. 21.18) шарошка прижимается к седлу небольшим усилием, с помощью микрометрической головки. Металл снимается только до получения гладкой поверхности. Перед снятием нижней части фаски седла следует проверить его соосность с направляющей втулкой с помощью приспособления на рисунке 21.19. Допустимое отклонение от соосности 0,050 мм. Если отклонение от соосности превышает норму, то проверьте износ направляющей втулки и направляющей шлифовальной машинки. Если нарушение соосности не может быть обусловлено износом или повреждением этих деталей, то допускается повторная шлифовка седла.
21.18. Шлифовка седла клапана | 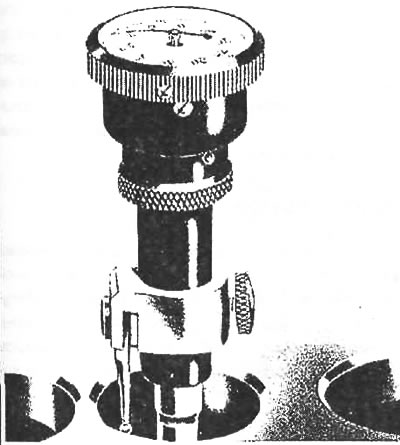
21.19. Приспособление для проверки соосности седла и направляющей втулки клапана |
Определение уплотнительного пояска фаски седла и головки клапана
Расположение и форма уплотнительного пояска фаски седла клапана определяется путем подкраски седла синькой (берлинской лазурью) и приведением обеих частей в быстрый и плотный контакт (взаимное вращение не допускается). Область контакта должна быть расположена на необходимой высоте.
Расположение и форму уплотнительного пояска Можно также проверить, нанеся карандашные метки на фаску головки клапана (Рисунок. 21.20) и провернув клапан в седле на угол около 10°. Седло и соосность считаются удовлетворительными, если в месте контакта все метки окажутся стертыми.
21.20. Карандашные метки на головке клапана
Для определения области контакта на фаске клапана и в то же время для уменьшения его ширины до нормы, прошлифуйте клапан шарожкой с углом 15°, - это приведет к понижению посадки клапана. Шлифовка клапана 60° - шарожкой приведет к повышению посадки клапана.
Проверка расстояния от головки клапана до плоскости головки цилиндров
Эта процедура выполняется с помощью щупа и калибра или стрелочного индикатора (Рисунок. 21.21). Результат сравните с нормативным, указанным в пособии по ремонту. Если расстояние больше нормы, то клапан или седло перешлифовываются. Если расстояние меньше нормы, то клапан и/или седло следует заменить.
21.21 Проверка расстояния от головки клапана до плоскости головки цилиндров: 1. Измеряемое расстояние; 2. Калибр; 3. Щуп
Проверка герметичности прилегания клапана к седлу
Простейший рекомендуемый многими изготовителями способ проверки герметичности прилегания клапана к седлу заключается в следующем. Установите клапан в седло. Поверх клапана приложите к плоскости головки цилиндров присоску, соединенную с резиновой грушей и сдавите грушу. Если присоска отстанет от поверхности не ранее чем через 15 сек после отпускания груши, то герметичность удовлетворительная.
Пружины клапанов, тарелки и сухари
Пружина клапана обеспечивает необходимое усилие прижатия клапана и центровку стержня клапана в тарелке И сухарях. На дизелях с большим подъемом клапана или работающих на высоких оборотах, применяются две пружины, установленные так, чтобы направления витков были противоположны (Рисунок. 21.22а). Тарелка пружины (Рисунок. 21.23) обеспечивает крепление пружины и связь ее с клапаном через сухари. Поверхность сухарей конусная, совпадает с формой поверхности тарелки пружины. На части дизелей устанавливается две пары разъемных сухарей, которые устанавливаются в канавку на стержне клапана.
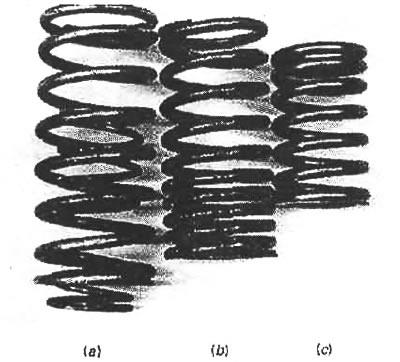
21.22. Пружины клапанов: а) С однородным шагом и противоположным направлением витков; b) С переменным шагом витков; с) С однородным шагом витков
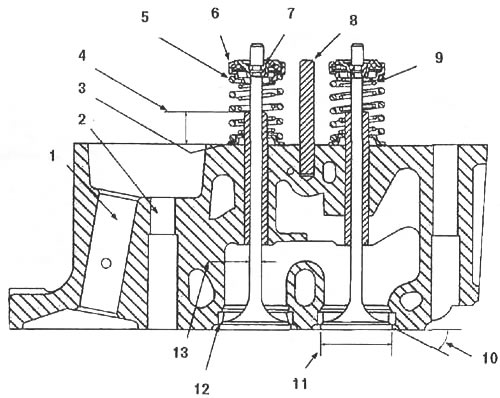
21.23. Клапанный механизм дизеля Caterpillar серии 3500: 1. Отверстие под толкатель; 2. Отверстие под штангу; 3. Опорная шайба пружины; 4. Выступание направляющей втулки клапана; 5. Наружная пружина клапана; 6. Механизм поворота клапана; 7. Сухарь; 8. Направляющий штифт; 9. Внутренняя пружина клапана; 10. Угол фаски седла клапана; 11. Диаметр
Проверка пружин
На пружинах не должно быть повреждений (коррозии, ямок, трещин на витках) и сильной деформации. Проверьте вертикальность (Рисунок. 21.24), медленно поворачивая пружину. Проверьте также высоту пружины в свободном состоянии и под заданной нагрузкой. Если высота пружины меньше нормативной, то пружину замените (допускается отклонение нагрузки от указанной в пособии по ремонту не более чем на 5%).
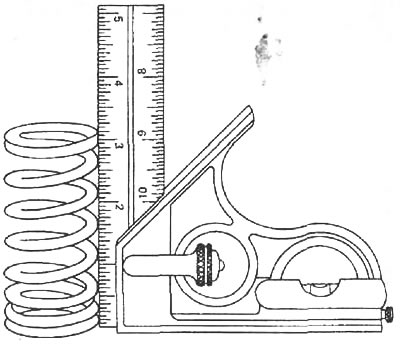
21.24. Проверка вертикальности пружины
Внимание! Если суммарное удаление материала с клапана и с седла при шлифовке превышает 0,76 мм, то высоту пружины следует увеличить, подложив прокладку.
Механизм поворота клапана
Механизм поворота клапана устанавливается на части дизелей и предназначен для повышения долговечности клапанов. Не позитивный механизм поворота клапана состоит из конической пружины, установленной между двухсекционной тарелкой клапана и спиральной пружиной, одетой на коническую. Когда клапан находится под усилием коромысла, действие пружины клапана ослабевает и клапан поворачивается.
В позитивном механизме поворота (Рисунок. 21.25) вместо конической пружины установлены стальные шарики. Шарики уложены в профильные канавки и удерживаются пружинами. При смещении клапана под действием коромысла пружина сжимается, заставляя шарики двигаться в канавках, поворачивая клапан. При снятии усилия от коромысла шарики занимают исходные положения.
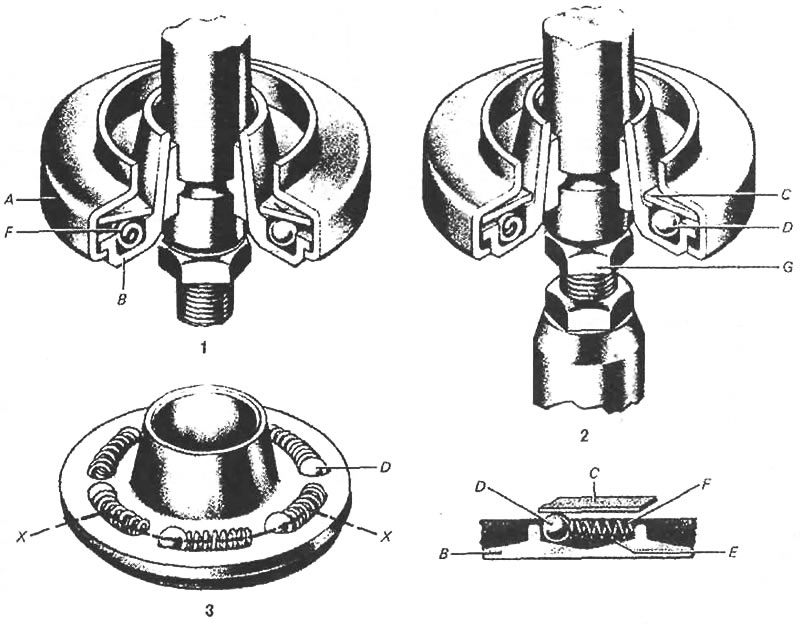
21.25. Позитивный механизм поворота клапана: А. Неподвижная обойма; В. Подвижная обойма; С. Гибкая шайба; D. Шарики; Е. Наклонные направляющие; F. Пружины; G. Толкатель; 1. Клапан закрыт; 2. Клапан открыт
Состояние механизма поворота клапана проверяется осмотром. Можно также проверить механизм на работающем двигателе, нанеся метки на обоймах. Метки на исправном механизме должны смещаться друг относительно Друга.
Проверка рычага привода клапанов
Проверьте состояние трущихся поверхностей рычага (Рисунок. 21.26). При обнаружении износа рычаг замените. Изношенное отверстие под палец, рычага следует развернуть и установить ремонтный палец.
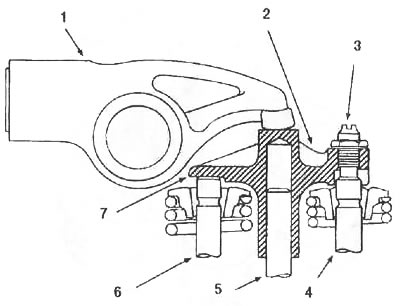
21.26. Рычаг привода клапанов: 1. Коромысло; 2. Вилка рычага; 3. Регулировочный винт; 4, 6. Стержень клапана; 5. Палец; 7. Рычаг
Замена пальца рычага
В случае уменьшения диаметра пальца против нормы или погнутости палец следует заменить. Палец удаляется из головки цилиндров ударным съемником. Палец запрессовывется оправкой до заданной высоты.
Маслосъемные колпачки
На дизелях устанавливаются тефлоновые маслосъемные колпачки, которые предотвращают попадание масла в камеру сгорания.
Сборка головки цилиндров
Перед сборкой головку следует тщательно очистить от абразивного материала и продуть сжатым воздухом. Протрите седла кисточкой, смоченной маслом. Смажьте стержни клапанов и установите по месту. Окуните маслосъемные колпачки в масло и оденьте на стержни клапанов и направляющие втулки. Сожмите пружину и установите тарелку пружины или механизм поворота клапана и сухари.
21.27. Компрессор пружин клапанов
Установка головки цилиндров
Перед установкой головки цилиндров проверьте чистоту разъемных плоскостей, отсутствие масла в резьбовых отверстиях и полостях головки. Убедитесь в том, что все форсунки каналов системы охлаждения на месте и правильно сориентированы. Установите прокладку (надпись ТОР должна быть обращена вверх) и все уплотнители. Установите головку по месту. Слегка смажьте болт крепления головки и вверните по месту (на части дизелей болты головки цилиндров имеют разную длину). Постепенно, наращивая момент на 68 Н·м., затяните болты в рекомендуемом порядке.
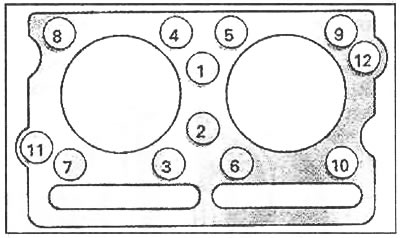
21.28. Типовая последовательность затяжки болтов головки цилиндров: 1) Затянуть болты с моментом 68 Н·м.; 2) Затянуть болты с моментом 135,5 Н·м.; 3) Затянуть болты с моментом 379,4 Н·м.; 1. Болты головки цилиндров имеют длину 139,7 мм