
Для разборки двигателя сделайте следующее:
- снимите переднюю крышку ремня привода распределительных валов;
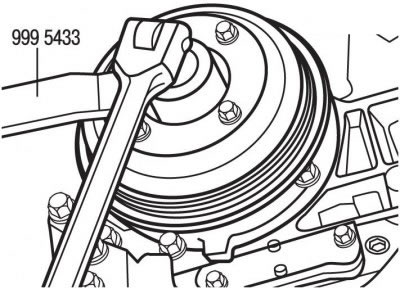
Рис. 4.34. Снятие демпфера крутильных колебаний
- совместите метки на коленчатом и распределительных валах (рис. 4.34);
- снимите демпфер крутильных колебаний с помощью держателя 999 5433 (см. рис. 4.34);
- снимите нижнюю крышку ремня привода, натяжитель, зубчатый ремень;
- заверните два болта крепления демпфера крутильных колебаний в шкив зубчатого ремня вручную до упора;
- установите универсальный съемник таким образом, чтобы захваты съемника воздействовали на болты, а не на сам шкив;
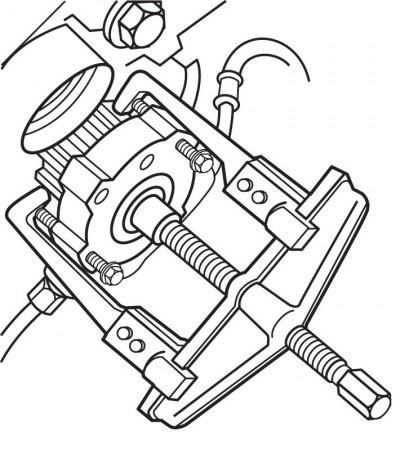
Рис. 4.35. Снятие ролика натяжителя и успокоителя зубчатого ремня
- снимите ролики натяжителя и успокоителя зубчатого ремня (рис. 4.35);
Снятие и оценка состояния масляного насоса
Последовательность действий:
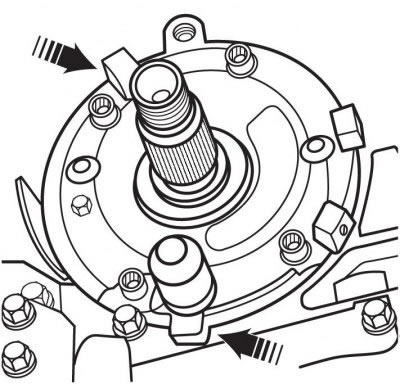
Рис. 4.36. Снятие масляного насоса
- выверните четыре болта крепления масляного насоса. Аккуратно поверните масляный насос для его освобождения; подденьте отверткой выступы корпуса (рис. 4.36);
- очистите поверхности уплотнения и сопряжения;
- выверните два винта с внутренним шестигранником и снимите прокладку;
- следите, чтобы детали масляного насоса не разделились под действием пружины;
- осмотрите детали на наличие следов повреждения и износа, обращая особое внимание на серповидный участок (поверхность между полостями всасывания и нагнетания);
- замените насос в сборе, если детали имеют дефект;
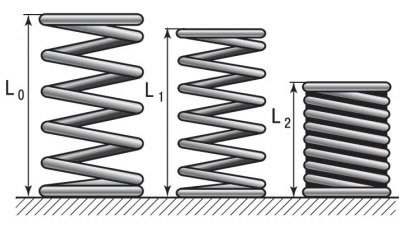
Рис. 4.37. Проверка пружины регулятора давления масла
- проверьте пружину регулятора давления масла. Для этого сожмите ее как показано на рис. 4.37 с нормированным усилием (табл. 4.1);
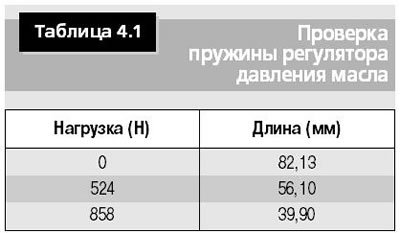
Примечание. Регулятор давления масла открывается при 0,50 Мпа.
- установите большой ротор насоса в рабочее положение маркировкой вверх;
- установите малый ротор насоса;
- проверьте зазор. Если измеренный зазор между наружным ротором и корпусом превышает 0,35 мм, насос подлежит замене. Зазор измерьте с помощью щупа.
Снятие и оценка состояния насоса охлаждающей жидкости
Последовательность действий:
- очистите поверхности разъема и сопряжения, осторожно удалив все остатки уплотнения;
- снимите заднюю крышку ремня привода распределительных валов;
- снимите термостат охлаждающей жидкости и его прокладку, корпус термостата;
- очистите поверхности разъема и сопряжения;
- проверьте работу термостата в воде, нагретой до температуры открывания 100°С. Максимальное открытие должно происходить в течение 2-х минут.
Разборка и оценка состояния блока цилиндров и кривошипно-шатунного механизма
Последовательность действий:
- снимите масляный фильтр;
- отверните болты крепления и снимите масляный картер, осторожно постукивая по нему резиновой киянкой;
- снимите маслозаборник с трубкой масляного насоса;
- очистите и осмотрите трубку;
- снимите уплотнительное кольцо трубки масляного насоса и уплотнительное кольцо масляного канала;
- снимите промежуточную секцию блока;
- выверните все болты М7 и М8 промежуточной секции, затем выверните все болты М10;
- снимите промежуточную секцию, осторожно постукивая по ней пластмассовой киянкой;
- снимите задний сальник коленчатого вала, не допуская проворачивания последнего;
- проверьте маркировку на крышках и шатунах. Если она отсутствует или неотчетлива, при помощи керна или шрифта нанесите новую маркировку, чтобы исключить возможность разукомплектовывания шатунов (крышки шатунов индивидуальны, обезличиванию не подлежат, так как каждый шатун растачивается в сборе со своей крышкой). Так же поступить с крышками коренных подшипников;
- снимите крышки шатунов;
- проверьте состояние вкладышей подшипников в шатунах и крышках;
Внимание! Нельзя менять местами шатунные вкладыши разных подшипников. Не допускать вращения коленчатого вала.
- извлеките коленчатый вал из блока цилиндров;
- положите коленчатый вал двумя внешними коренными шейками на V-образные подставки. Снимите вкладыши коренных подшипников;
- пометьте положение вкладыша упорного подшипника;
Примечание. Нельзя менять местами вкладыши разных коренных подшипников.
- стараясь не поцарапать поверхность цилиндров, рукой поочередно извлеките поршни в сборе с шатунами;
- аккуратно, с помощью пластмассового шпателя, очистите поверхности разъема блока цилиндров, промежуточной секции и масляного картера. При необходимости используйте средство для удаления прокладочной мастики;
- протрите цилиндры начисто и осмотрите их;
- измерьте максимальный износ под прямым углом к осевой линии цилиндров двигателя непосредственно под верхней мертвой точкой в зоне первого компрессионного кольца;
- измерьте минимальный износ в направлении осевой линии у нижней мертвой точки. Каждый цилиндр имеет маркировку (С, D, E, или G), которая выбита в задней части блока.
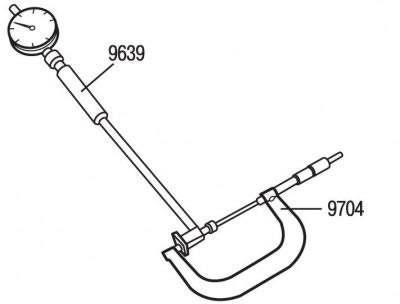
Рис. 4.38. Настройка микрометра
Ремонтные размеры цилиндров обозначаются с помощью аббревиатуры OS1 или OS2 соответственно. Эта маркировка должна быть добавлена после расточки. Если износ превышает 0,10 мм, необходима расточка цилиндров. Размеры цилиндров указаны в разделе «Конструкция и технические характеристики».
Примечание. ПРИМЕЧАНИЯ Для измерения диаметра цилиндра используется индикатор-нутромер с головкой часового типа (75—100 мм), микрометр и стойка микрометра (рис. 4.38). Настройте микрометр на значение диаметра цилиндра, увеличенное на максимальный допуск, указанный на блоке. Откалибруйте индикатор-нутромер с помощью микрометра.
Проверка состояния коленчатого вала
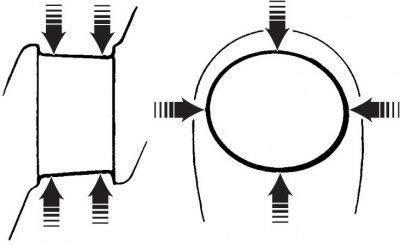
Рис. 4.39. Расположение точек замера овальности и конусности коренных и шатунных шеек
При проверке состояния коленчатого вала используется микрометр: для шеек коренных подшипников с диапазоном измерения 50—75 мм, для шеек шатунных подшипников — 25—50 мм. Измерьте овальность и конусность коренных и шатунных шеек (рис. 4.39).
Измерение производить в нескольких точках по окружности и по длине. Размеры шатунных и коренных шеек указаны в разделе «Конструкция и технические характеристики».
Проверка прямолинейности коленчатого вала с использованием индикаторную головку часового типа с удлинителем ножки и магнитной стойкой:
- положите коленчатый вал двумя крайними коренными шейками на V-образные призмы;
- поворачивая коленчатый вал, измерьте радиальное биение средней коренной шейки. Максимальное радиальное биение — 0,032 мм.
Проверка состояния поршневой группы
Для проверки состояния поршней:
1) снимите поршневые кольца. Удалите нагар;
2) очистите канавки под поршневые кольца;
3) осмотрите поршни на наличие повреждений, трещин, износа;
4) проверьте осевой зазор поршневых колец, используя новые кольца и набор щупов;
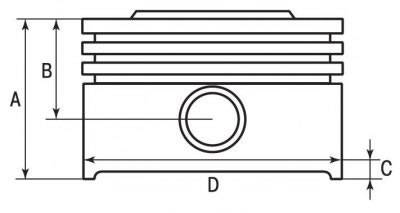
Рис. 4.40. Размеры поршня: А - общая высота поршня; В - высота от оси отверстия под поршневой палец; D - диаметр поршня, измеренный под прямым углом к отверстию поршневого пальца на расстоянии С от кромки юбки
5) измерьте поршни, как показано на рис. 4.40. Размеры поршней указаны в разделе «Конструкция и технические характеристики»;
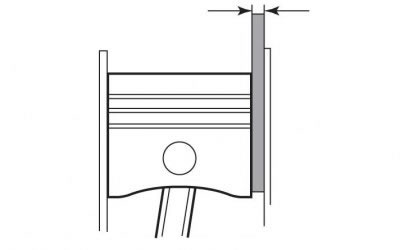
Рис. 4.41. Зазор между цилиндром и поршнем. Пример расчета. Допустим: - измеренный диаметр цилиндра: 96,02—96,03 мм; - измеренный диаметр поршня: 96,01— 96,00 мм; Тогда зазор между поршнем и цилиндром: 0,01 мм (min) - 0,03 мм (max). Допустимый зазор между поршнем и цилиндром: 0,01—0,03 мм.
6) рассчитайте зазор между поршнем и цилиндром (рис. 4.41);
7) отделите шатуны от поршней. Перед разъединением проверить наличие маркировки на каждом поршне и шатуне. Если маркировка нечеткая, с помощью фломастера напишите номер цилиндра и нарисуйте стрелку, указывающую направление к передней части двигателя;
8) зачистите отверстия поршневого пальца;
9) аккуратно снимите стопорное кольцо с помощью отвертки;
10) извлеките поршневой палец нажатием руки;
11) очистите шатуны, крышки подшипников и болты и осмотрите их на наличие повреждений, износа и трещин;
12) измерьте длину болтов крышек шатунных подшипников штангенциркулем. Максимально допустимая длина 55 мм;
13) проверьте посадку поршневых пальцев в поршнях. Люфт пальца в поршне должен отсутствовать. При нажатии рукой поршневой палец должен проскальзывать через отверстие без люфта. При наличии люфта замените поршень;
14) проверьте посадку поршневых пальцев в шатунах. Под нажатием большого пальца руки поршневой палец должен легко проскальзывать через отверстие без ощутимого люфта. При наличии люфта измерьте диаметр поршневого пальца и, в случае необходимости, замените втулку верхней головки шатуна;
15) осмотрите шатунные вкладыши. При наличии задиров, отслаиваний и выкрошивания рабочего слоя замените вкладыши;
Примечание. Диаметр поршневого пальца — 23,0—0,004 мм.
16) проверьте прямолинейность шатуна;
17) проверьте шатуны на изгиб и скручивание стержня;
Примечание. Диаметр для шатунных подшипников — 50,0+0,013 мм. Максимальная овальность — 0,006 мм.
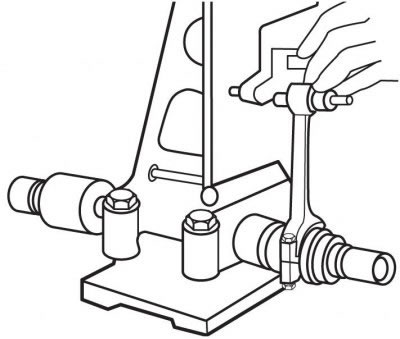
Рис. 4.42. Проверка зажимающей поверхности шатуна
18) убедитесь, что зажимающая поверхность вилки круглая и не имеет задиров (рис. 4.42);
Примечание. Между проверками прямолинейности отпускать и затягивать расширитель приспособления на нижней головки шатуна.
19) при необходимости замените втулки верхней головки шатуна, для этого:
- установите шатун верхней головкой на подставку и с помощью оправки выпрессуйте втулку;
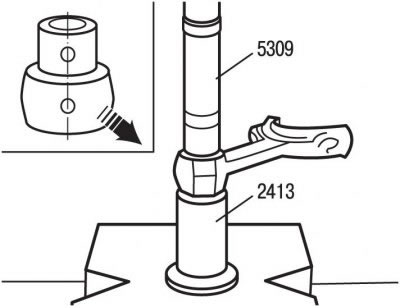
Рис. 4.43. Запрессовка втулки в шатун
- запрессуйте новую втулку, перемещая оправку вертикально (рис. 4.43);
- проверьте посадку поршневого пальца в новой втулке. Если необходимо — подберите другую втулку;
Внимание! Необходимо обеспечить совмещение отверстия во втулке с отверстием масляного канала в шатуне.
20) при необходимости замените шатун. Шатун имеет симметричную форму и при необходимости может быть повернут. Но при сборке необходимо маркировать шатун;
21) соберите шатун (затянуть болты до момента 20 Н·м) и убедитесь, что крышка нижней головки шатуна обращена в нужную сторону (замки вкладышей шатуна и крышки шатуна должны быть обращены в одну сторону);
22) закрепите нижнюю головку в тисках с мягкими губками и выбейте номер цилиндра на обеих частях нижней головки с помощью керна или шрифта.