
Снятие панели

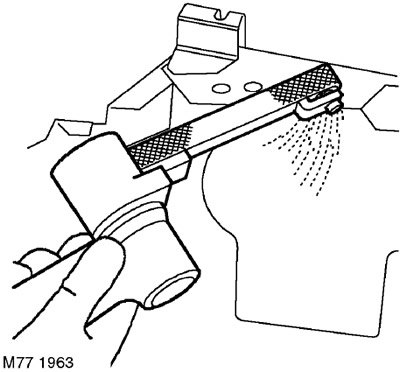
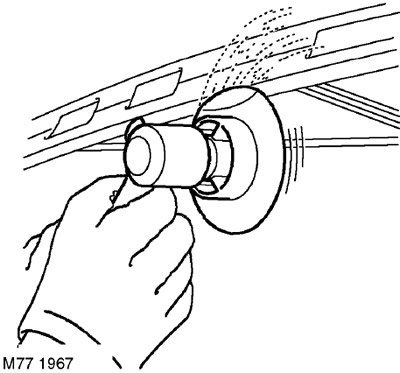
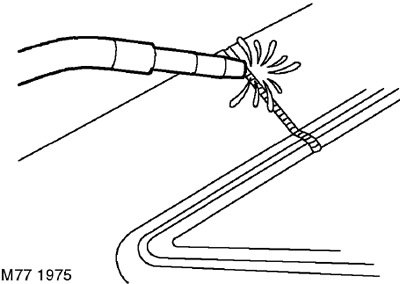
1. Откройте доступ к месту точечной сварки. Для мест точечной сварки, скрытых под покрытием, используйте абразивный круг или металлическую щетку, установленные на пневматической дрели, или обычную ручную металлическую щетку.
Примечание: На поверхности колесных арок для доступа к точечной сварке может возникнуть необходимость в размягчении защитного покрытия с помощью пневматического пистолета с подачей горячего воздуха.
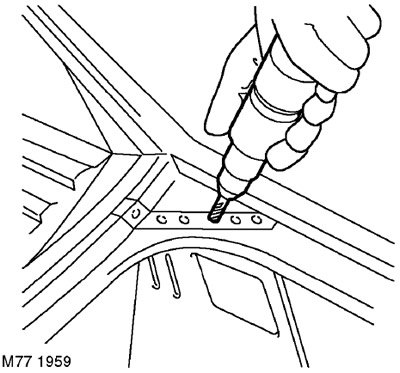
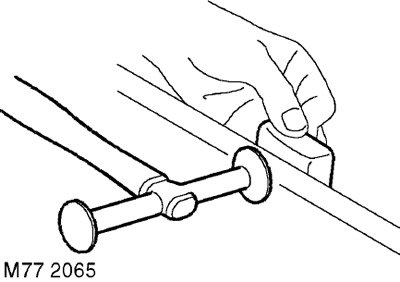
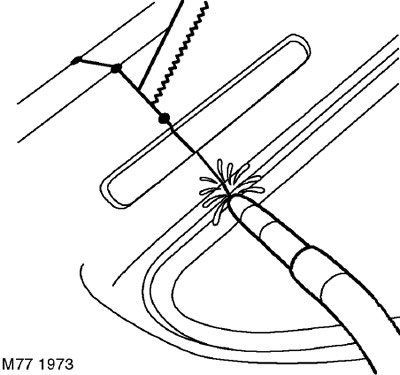
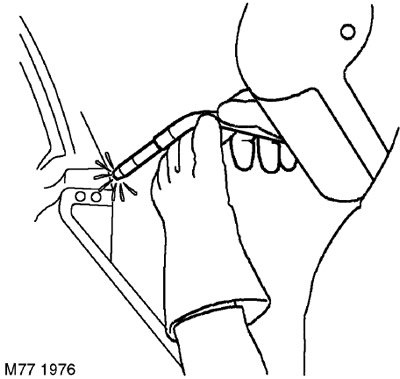
2. Высверлите точки сварки с помощью кобальтового сверла.
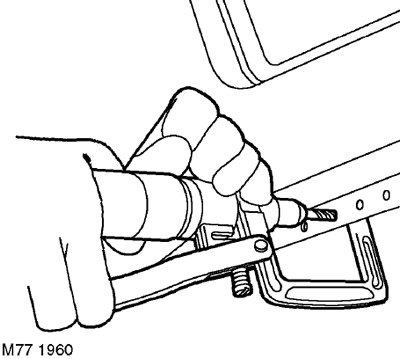
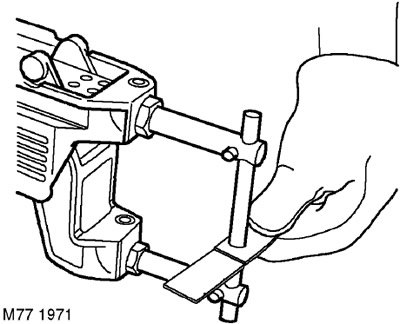
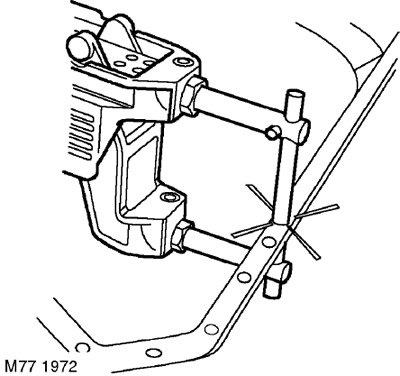
3. Можно использовать для этой цели приспособление для удаления точечной сварки струбцинного типа.
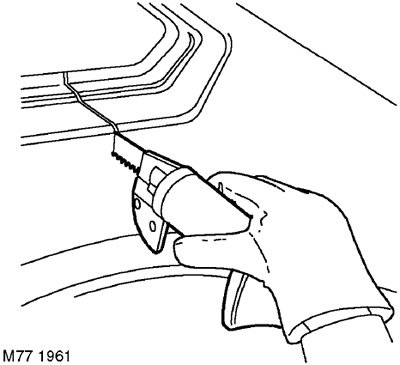
4. Вырежьте поврежденное место панели с помощью пневматической пилы.
Примечание: На некоторых стыках панелей, соединенных с помощью сварки в инертном газе или пайки, перед вырезанием панели следует по возможности удалить сварку или пайку с помощью абразивного инструмента.
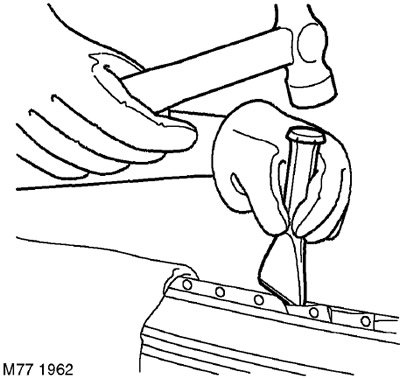
5. Разберите соединение на точечной сварке и удалите остатки поврежденной панели с помощью молотка, выколотки, зубила и щипцов.
Подготовка старых поверхностей
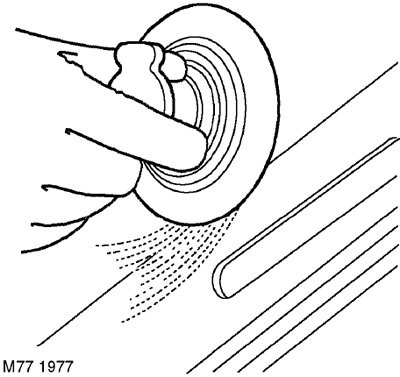
1. Зачистите все места стыков панелей до ровного металлического блеска с помощью абразивного инструмента ленточного типа.
Примечание: Перед зачисткой удалите с помощью пневматического пистолета с горячим воздухом остатки уплотнительной мастики, чтобы снизить риск образования ядовитых испарений при разогреве металла.
Внимание: Это оборудование следует применять осторожно, избегая интенсивного нагрева деталей.
2. Выпрямите стык старой панели с помощью поддерживающего блока и молотка.
Подготовка новых стыковочных поверхностей
1. Наметьте участок новой панели и вырежьте ее в размер, оставляя припуск примерно в 50 мм для перекрытия стыка существующей панели. Проверьте, чтобы новая панель или участок совмещались с прилегающими панелями (например, боковая панель должна совпасть с дверью или крышкой багажника). Зафиксируйте новую панель с помощью струбцин.
2. Обрежьте старую и новую панели, чтобы сформировать стык требуемой формы. Снимите все струбцины и удалите обрезки металла.
3. Подготовьте кромки стыка новой панели, зачистив их до металлического блеска. Это следует сделать как снаружи, так и с внутренней стороны.
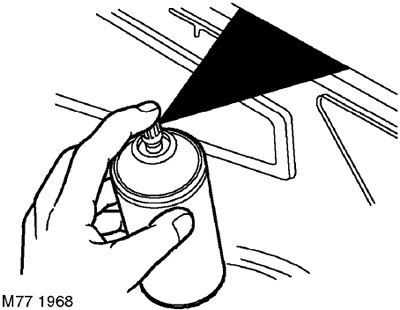
4. Нанесите с помощью кисти или аэрозольного баллона на места сварки соответствующий состав для подготовки стыков.
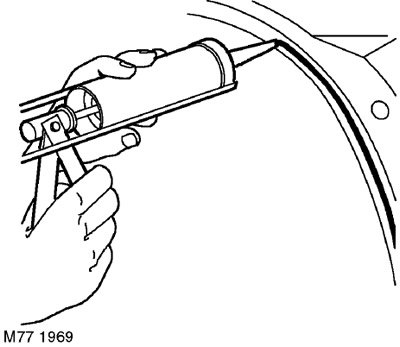
5. Нанесите на стыковочные поверхности панелей герметизирующую пасту.
Установка и выравнивание
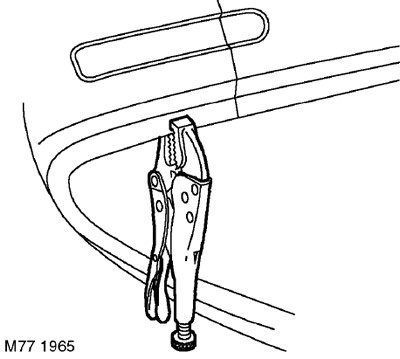
1. Приложите новую панель и выровняйте ее со стыкуемой панелью. Закрепите устанавливаемую панель с помощью специальных сварочных зажимов. Если необходимо выполнить охватывающий сварочный шов, установите фиксатор на кромку старой панели или установите струбцину за местом стыка.
Примечание: В случаях, когда зафиксировать панель с помощью сварочных зажимов трудно, прихватите детали сваркой.
Сварка
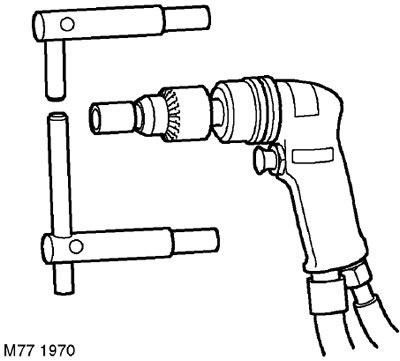
1. Выберите оборудование для точечной сварки и с помощью машинки для обрезки концов сформируйте концы электродов. Диаметр конца электрода должен быть равен двойной толщине свариваемого листа плюс 3,0 мм.
Внимание: Используйте электроды, длина которых не превышает 300 мм.
Примечание: Для поддержания эффективности сварки необходимо периодически очищать и восстанавливать форму концов электродов.
2. Установите сварочные кронштейны для точечной сварки и с помощью фрагмента свариваемых материалов проверьте работоспособность оборудования. При отсутствии специального испытательного оборудования проверьте прочность сварки. При приложении усилия для разделения сваренных деталей металл вокруг точки сварки должен разрушаться раньше, чем точка сварки.
3. Если позволяет доступ к деталям, используйте сварочное оборудование для точечной сварки с нагревом сопротивлением. При возможности используйте сварочный монитор для контроля качества сварки.
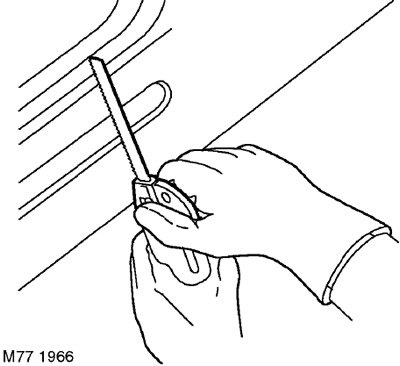
4. Прихватите сваркой в инертном газе соединяемые панели и, если это необходимо, проверьте их прилегание и совпадение краев. Промежуток между точками сварки должен минимизировать коробление. Для проверки можно использовать ножовочное полотно.
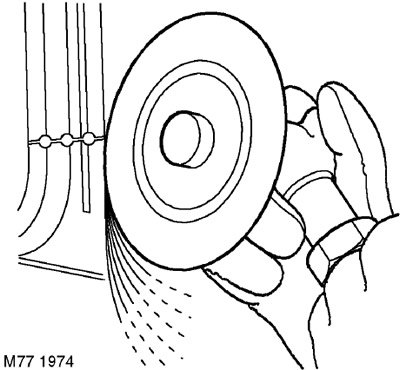
5. Зачистите места сварки в инертном газе с помощью абразивного диска 36 или, если доступ затруднен, с помощью ленточного устройства для зачистки.
6. Соединение прерывистой сваркой в инертном газе.
7. Всегда выполняйте пробочную сварку в инертном газе, если большая толщина свариваемых листов или затрудненный доступ делают невозможной точечную сварку. Пробочную сварку можно выполнять используя отверстия, оставленные после высверливания точечной сварки, или через специально высверленные или пробитые отверстия диаметром, примерно, 8 мм.
8. Зачистите места сварки с помощью абразивного диска 36 или с помощью ленточного устройства для зачистки и/или металлической щетки. В процессе зачистки старайтесь зачистить как можно меньшее пространство, чтобы сохранить оцинковку металла.