
Внимание! Если в процессе эксплуатации двигатель часто перегревался, плоскостность сопрягаемой поверхности головки цилиндров с высокой степенью вероятности будет нарушена, - произведите тщательное измерение.
Чистка
1. Соскоблите с сопрягаемых поверхностей головки цилиндров все следы материала старой прокладки. Будьте осторожны, постарайтесь не повредить компоненты.
2. Соскоблите угольные отложения со стенок камер сгорания, а также впускных и выпускных портов головки. Тщательно промойте головку керосином или другим подходящим растворителем.
3. Соскоблите с поверхностей клапанов основной слой угольных отложений, затем вручную зачистите тарелки и стержни клапанов проволочной щеткой.
Проверка состояния
Внимание! Прежде чем принимать решение о выполнении восстановительных механических работ, постарайтесь максимально четко оценить состояние головки цилиндров и компонентов клапанного механизма. Составьте список нуждающихся в особом внимании деталей.
Головка цилиндров
1. Внимательно проверьте головку цилиндров на наличие трещин, следов утечек охлаждающей жидкости и прочих повреждений. Треснутая головка подлежит замене в обязательном порядке. В случае отсутствия уверенности в определении состояния головки, следует обратиться за соответствующими консультациями в мастерскую автосервиса.
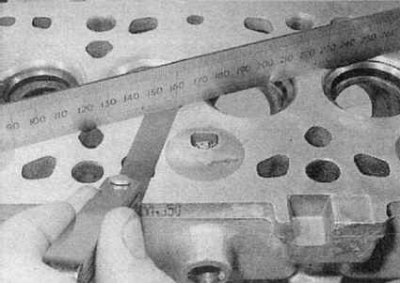
2. При помощи измерителя плоскостности (поставленная на ребро стальная линейка) и щупа лезвийного типа проверьте сопрягаемую поверхность головки на наличие признаков деформации. Если неплоскостность превышает допустимое значение (см. Спецификации), следует отдать головку в проточку в механическую мастерскую, либо заменить ее (в случае, если мехобработка приведет к сокращению высоты головки ниже допустимого предела).
Внимание! На дизельных двигателях, если при мехобработке с головки снимается более 0.1 мм высоты, необходимо также будет проточить камеры сгорания и седла клапанов с целью сохранения правильных размерных соотношений при посадке тарелок клапанов и направляющих втулок.
3. Проверьте состояние седел клапанов в каждой из камер сгорания. В случае выявления каверн, трещин или следов прогара, головку следует подвергнуть особому восстановительному ремонту, выполнение которого лежит вне пределов квалификации среднестатистического механика-любителя и должно быть поручено специалистам автосервиса. Если выявлены лишь незначительные дефекты, они могут быть устранены в процессе выполнения притирки клапанов (см. ниже).
4. В случае износа направляющих втулок, характерным признаком которого является чрезмерный боковой люфт клапанов, сопровождающийся густым синим дымом на выхлопе при работе двигателя, втулки подлежат замене. Измерьте диаметры стержней снятых с головки цилиндров клапанов (см. ниже), а также внутренние диаметры направляющих втулок. Путем вычитания результатов первых измерений из соответствующих результатов вторых определяется зазор посадки клапанов во втулках. Сравните результаты вычислений с требованиями Спецификаций. Если величина посадочных зазоров выходит за пределы допустимого диапазона, необходимо произвести замену клапанов/их направляющих втулок. Выполнение замены втулок правильнее будет поручить специалистам автосервиса, в чьем распоряжении имеются все необходимые инструменты.
5. Восстановление седел клапанов производится только после замены направляющих втулок.
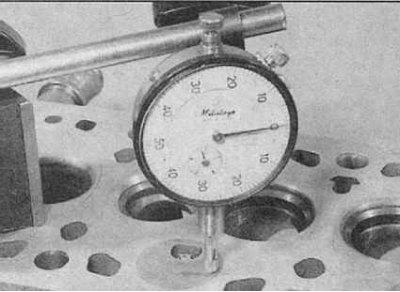
6. На дизельных двигателях проверьте вихревые камеры на наличие прогаров, трещин и прочих подобного рода повреждений. Наличие мелких нитевидных трещин в стенках камер допустимо. Замена камер производится только в случаях серьезных прогаров, деформаций или ослабления посадки в головке и должна быть поручена специалистам мастерской автосервиса. При помощи циферблатного измерителя плунжерного типа замерьте высоту выступания вихревых камер. Обнулите измеритель, уперев плунжер в прокладочную поверхность головки, затем переведите его на торец камеры. Сравните результаты измерений с требованиями Спецификаций. Если высота выступания вихревых камер превышает допустимое значение, следует обратиться за советом к специалистам сервис-центра компании Citroёn.
Клапаны
1. Проверьте тарелки клапанов на наличие трещин, каверн и следов прогара. Оцените степень срабатывания стержней клапанов. Проверьте, нет ли трещин в шейках стержней. Путем вращения проверьте клапаны на изгиб стержней. Удостоверьтесь в отсутствии каверн и признаков чрезмерного износа торцов стержней. Выявление любого из перечисленных дефектов требует замены клапанов.
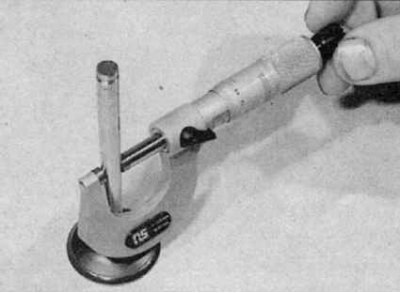
2. Если в ходе проведения описанной выше проверки состояние клапанов признано удовлетворительным, замерьте микрометром диаметры их стержней в нескольких точках. Любое заметное отличие в результатах произведенных для каждого из клапанов измерений указывает на износ его стержня и необходимость проведения замены.
3. Признанные годными к дальнейшему использованию клапаны должны быть притерты к своим седлам для гарантии герметичности закрывания камер сгорания. Если дефекты поверхности седел лишь незначительны, они могут быть устранены в процессе выполнения такой притирки. Необходимая гладкость полировки поверхности седел после их восстановительной проточки может быть достигнута только при использовании специальных притирочных паст. В случае выявления глубоких дефектов или прогаров седел состояние головки цилиндров и клапанов должно быть проверено экспертом, который затем принимает решение об объеме восстановительных работ или даже замене клапанов или их седел.
4. Для выполнения притирки установите головку вверх дном на прочный верстак.
5. Нанесите немного притирочной пасты требуемой зернистости на поверхность седла клапана, затем закрепите присоску специального притирочного приспособления на наружной поверхности тарелки клапана. Возвратно-поступательными вращательными движениями приспособления начинайте притирать клапан к своему седлу, время от времени, приподнимая его с целью перераспределения пасты. Размещение под тарелкой клапана слабой пружины поможет существенно облегчить выполнение процедуры.
6. При использовании крупнозернистой притирочной пасты старайтесь добиться тусклой матовой окраски притираемых поверхностей клапана и его седла. Получив удовлетворительный результат, протрите поверхности и повторите процедуру с применением более мелкозернистой пасты. Притирку можно считать законченной, когда на рабочих поверхностях седла и тарелки клапана появляются гладкие ровные непрерывные кольца матового светло-серого цвета. Не следует продолжать притирку дольше, чем это действительно необходимо во избежание чрезмерного занижения рабочей поверхности седла.
7. Закончив притирку всех клапанов, удалите чистой ветошью все следы пасты. Перед сборкой протрите поверхности керосином.
Компоненты клапанов
1. Проверьте клапанные пружины на наличие механических повреждений и следов перегрева (изменение окраски). По возможности сравните свободную длину снятых пружин с длиной новых.
2. Устанавливая каждую из пружин вертикально на плоской поверхности, проверьте строгость их торцовки. Пружины с нарушением торцовки, равно как ослабленные и просевшие, подлежат замене. Замена пружин обычно производится в комплекте и, по возможности, в обязательном порядке.
3. Замена маслоотражательных колпачков стержней клапанов производится также в обязательном порядке, вне зависимости от их состояния.