
Гнезда для поддомкрачивания при подъеме автомобиля, вариант А
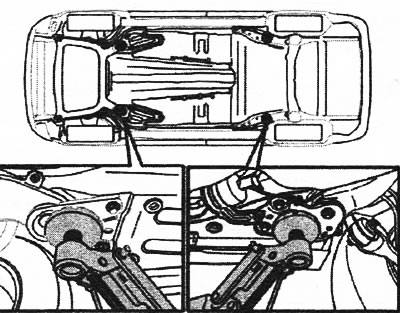
При поддомкрачивании автомобиля должны использоваться приведенные ниже гнезда для поддомкрачивания. Поддомкрачивающая пластина должна иметь резиновую прокладку, предотвращающую повреждение автомобиля.
Гнезда для поддомкрачивания при подъеме автомобиля, вариант В
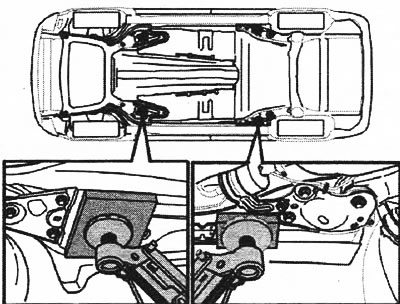
При поддомкрачивании автомобиля должны использоваться приведенные ниже гнезда для поддомкрачивания. Поддомкрачивающая пластина должна иметь резиновую прокладку, предотвращающую повреждение автомобиля.
Подъем спереди
За кронштейном подрамника следует поместить деревянную пластину для уменьшения нагрузки (200*200*20 мм).
Подъем сзади
Спереди кронштейна подрамника следует поместить деревянную прокладку (170*80*50 мм).
Момент затяжки
Примечание: Винты, покрытые стопорящей жидкостью, или самоблокирующиеся гайки должны быть заменены на новые при установке на место. Гайки и винты, которые не являются самоблокирующимися, могут использоваться повторно при условии, что они в хорошем состоянии.
| Резьба | Нм |
| М5 | 5 |
| М6 | 10 |
| М7 | 17 |
| М8 | 24 |
| М10 | 50 |
| М12 | 80 |
| М14 | 130 |
Примечание: Винты, покрытые стопорящей жидкостью или герметиком, должны быть заменены на новые при установке заново. Всегда используйте новые винты и гайки при дозатяжке на угол. Все исключения из этого правила будут указаны в данном методе.
| Момент затяжки | |
| Ремень безопасности, передний: катушка ремня безопасности | 40 Нм |
| Ремень безопасности передний: кронштейн | 48 Нм |
| Ремень безопасности, задний центральный: катушка ремня безопасности | 24 Нм |
| Ремень безопасности, задний центральный: верхнее крепление ремня безопасности | 48 Нм |
| Ремень безопасности (третий ряд): катушка ремня безопасности | |
| Датчик столкновения | 6 Нм |
| Датчик столкновения, передний | 6 Нм |
| Замок ремня безопасности, передний | 48 Нм |
| Замок ремня безопасности, задний (второй ряд) | 48 Нм |
| Замок ремня безопасности, задний (третий ряд) | 48 Нм |
| Торцевая крышка, передняя | 48 Нм |
| Торцевая крышка, задняя (второй ряд) | 48 Нм |
| Торцевая крышка, центральное сиденье (второй ряд) | 48 Нм |
| Торцевая крышка, задняя (третий ряд) | 48 Нм |
| Элемент деформации | 17 Нм |
| Направляющие, переднее крепление | 8 Нм |
| Направляющие, центральное крепление | 8 Нм |
| Направляющие, заднее крепление | 8 Нм |
| Обогреватель ОЖ двигателя, модуль управления, | 2 Нм |
| Водяной насос, держатель/зажим | 3 Нм |
| Крышка (над датчиком температуры ОЖ двигателя и термостатом защиты от перегрева) | 2 Нм |
| Термостат защиты от перегрева | 2 Нм |
| Вентилятор охлаждения двигателя (ГС), крепление | 2 Нм |
| Вентилятор охлаждения двигателя (FC), вал | 3 Нм |
| Свеча предпускового подогрева | 15 Нм |
| Электромагнитная муфта, компрессор - катушка электромагнита | 5 Нм |
| Электромагнитная муфта, компрессор - ведущий диск (5-и 6-цилиндровые двигатели) | 13 Нм |
| Электромагнитная муфта, компрессор - ведущий диск (8-ми цилиндровый двигатель) | 24 Нм |
| Верхние точки крепления (задний АС, узел блока управления микроклиматом) | 6 Нм |
| Нижние точки крепления (задний АС, узел блока управления микроклиматом) | 6 Нм |
| Электродвигатель центробежного вентилятора | 1,7 0,3 Нм |
| Соединение трубки к расширительному клапану | 4,5 0,5 Нм |
| Крышки вокруг испарителя | 1,5 0,3 Нм |
| Верхний винт, рама сиденья | 50 Нм |
| Нижний винт, рама сиденья | 24 Нм |
| Люк пола, винт с шайбой М6 х 20 | 6 Нм |
| Центральный подлокотник, заднее сиденье | |
| Винт кронштейна | 1 Нм |
| Винт вала и крышки | 14 Нм |
Перед сваркой
Открытие доступа. Спланируйте работу. Не снимайте больше компонентов, чем требуется. Помните, что они все должны быть установлены заново. Проверьте жгуты проводов.
Внимание: Перед началом сварки обязательно отсоедините провода аккумулятора. Это необходимо для того, чтобы предотвратить замыкание. Расположите заземляемый сварочный электрод как можно ближе к ограничителю. В противном случае разные потенциалы массы могут генерироваться для различных блоков. Если сварка производится вблизи электронных модулей, их следует снять во избежание повреждений, вызванных перегревом.
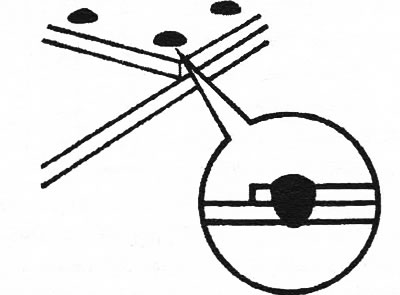
Сварка методом MAG
Пробейте отверстия в заменяющей части для сварки электрозаклепками. Выберите диаметр отверстия в зависимости от толщины металла: 8 мм, если толщина меньше 2,5 мм, 10 мм или больше, если толщина больше 2,5 мм.
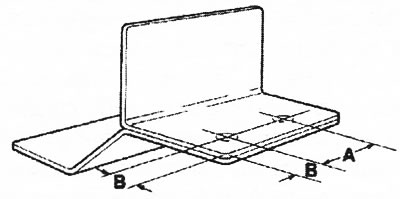
Расстояние между отверстиями
| Толщина панели (мм) | Расстояние А (мм) | Расстояние В (мм) |
| 0,6 | 25 | 10 |
| 0,8 | 30 | 10 |
| 1,2 | 35 | 12 |
Нанесите сварочную грунтовку на все внутренние фланцы. Дайте высохнуть в течение 15 минут.
При наличии повреждений от шлифовки за пределами сварных швов, нанесите шпаклевочную грунтовку. Дайте высохнуть в течение 15 минут. Убедитесь, что обе панели надежно сварены в местах точечной сварки. Зашлифуйте электрозаклепки шлифовальным диском.
Внимание: Шлифуйте только электрозаклепки, но не прилегающую панель. Не допускайте сквозного прорезания панели.
Контактная точечная сварка
Оптимальный результат при контактной точечной сварке достигается, если мощность сварочного оборудования соответствует толщине панели. При выполнении контактной точечной сварки зачищайте поверхности до голого металла. Очистите поверхности с помощью Scotch-Brite или подобного средства. Это защищает цинковое и фосфатное покрытие металла. Благодаря этому сохраняется антикоррозийная защита и не затрудняется процесс сварки. Расстояние между точками сварки должно быть таким же, как и первоначально. Выполните пробное сваривание на образцах и проверьте качество сварки (на раскручивание). При сваривании компонентов из высокопрочной стали расстояние между точками сварки должно быть уменьшено.
Перед сваркой
Проверьте поверхность, где будут устанавливаться новые секции. Если обнаружатся места, поврежденные при шлифовании, участки голого металла и т.п. за пределами сварных кромок, покройте эти места шпаклевочной грунтовкой. Перед сваркой дайте грунтовке затвердеть в течение приблизительно 15 минут. Нанесите сварочную грунтовку на обе внутренние поверхности сварного соединения. Дайте просохнуть в течение 15 минут.
Источник статьи размещён на портале (AutoInstruction)